Изобретение относится к электрошлаковой сварке и может быть применено при работе с плавящимся мундштуком, когда полость сварки наглухо закрыта неподвижными медными формирующими подкладками.
Известны способы контроля глубины шлаковой ванны путем окунания проволочного шупа в расплавленный шлак. Однако применение этого способа не всегда осуществимо.
При известных способах электрошлаковой сварки плавящимся мундштуком, когда свариваемые кромки наглухо закрыты неподвижными формирующими медными подкладками, контроль глубины шлаковой ванны, а также протекания самого процесса сварки осуществляется на слух. Такой способ контроля субъективен, и сварщик, контролирующий процесс, должен обладать большим опытом. При контроле на слух швы часто не улавливаются из-за колебаний глубины шлаковой ванны.
Особенность нредлагаемого способа состоит в том, что контроль глубины шлаковой ванны прп электрошлаковой сварке осуществляется по измеиению яркости шлаковой пленки в коитрольных вертикальных сквозных отверстиях или щелях в теле устройства, формирующего сварной шов.
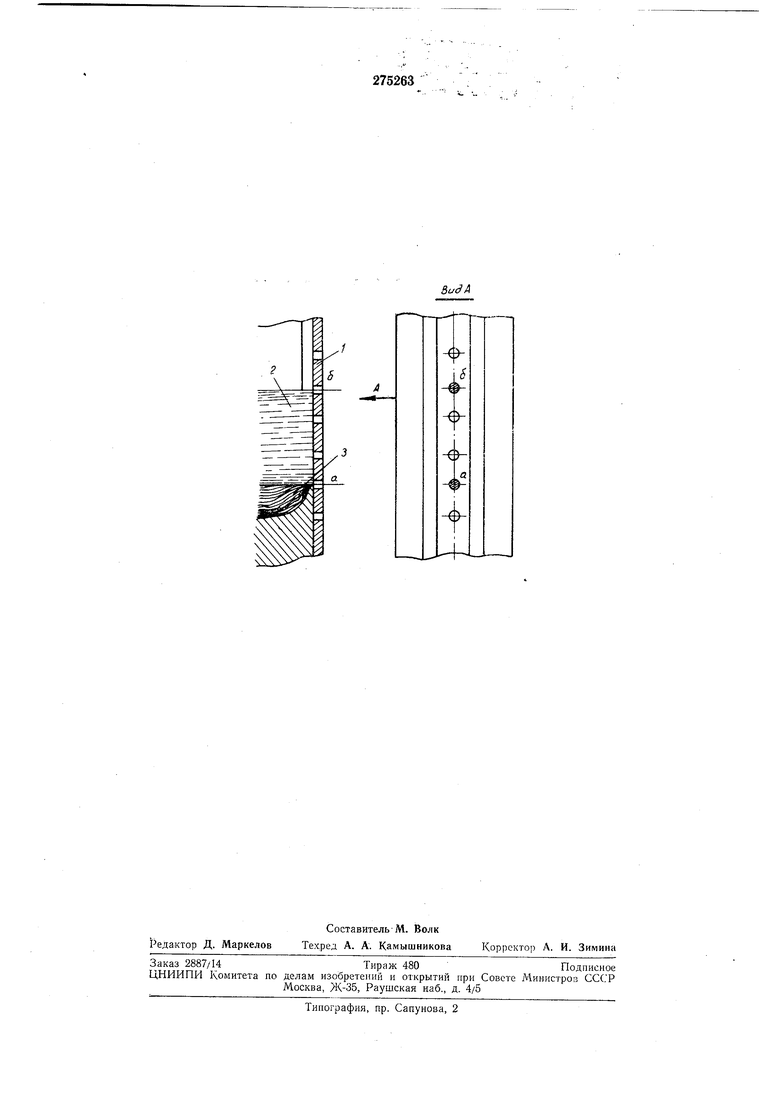
Посередине формирующих подкладок } вдоль оси через 5-10 мм просверливают сквозные отверстия а и б диаметром 2-2,5 мм или делают продольные щели, через которые
сварщик наблюдает за неремещепием и глубииои шлаковой ванны 2. При перемещении шлаковой ванны шлак затекает в отверстия и образует тонкую пленку, которая в местах контакта с металлической ванной 5 светится
ярче (отверстие а), чем в других точках.
Таким образом, расстояиие между видимым верхним уровнем шлаковой ванны (отверстие б) и первой от верха ярко светяшейся точкой (отверстие а) шлаковой корки определяет
глубииу шлаковой ванны. Ошибка в определении при шаге контрольных отверстий 5 мм составляет 3 мм.
Предмет изобретения
Способ контроля глубины шлаковой ванны при электрошлаковой сварке, отличающийся тем, что, с целью повышения точности определепия глубины шлаковой ванны, контроль осуществляют по нзменению яркости шлаковой пленки в ряде вертикальных сквозных отверстий в теле устройства, формирующего сварной шов.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1970 |
|
SU260038A1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Кристаллизационная водоохлаждаемая камера | 1989 |
|
SU1668079A1 |
| Устройство для измерения скорости процесса электрошлаковой сварки | 1980 |
|
SU927435A1 |
| Способ электрошлаковой сварки | 1979 |
|
SU833396A1 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927453A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ЭЛЕКТРОДАМИ | 2024 |
|
RU2837060C1 |
| Формирующий фигурный ползун для электрошлаковой сварки двухслойных сталей | 1978 |
|
SU766792A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВ | 1991 |
|
RU2071858C1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1988 |
|
SU1593851A1 |