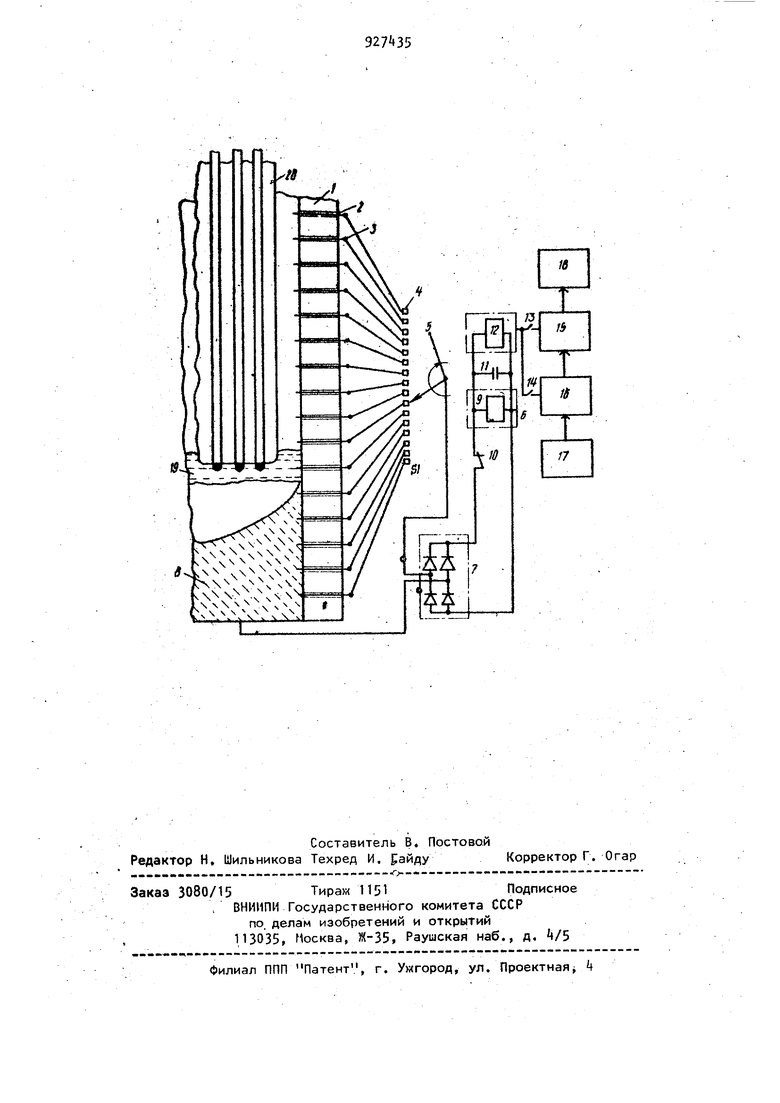
(54) УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СКОРОСТИ Изобретение относится к сварочно му производству, в частности, к устройствам для измерения скорости процесса злектрошлаковой сварки и может найти применение, преимущественно, при сварке крупногабаритных изделий, поковок и заготовок штамповой оснаст ки. Известно устройство для измерения скорости процесса электрошлаковой Сварки изделий плавящимся мундштуком содериащее формирующую сварной шов охлаждаемую накладку, по всей длине которой выполнены равномерно расположенные ;квозные отверстия, токоподводящие щупы, электрически изолированные от накладки и установленные в ее отверстиях и узел контрольной индикации, электрически соединенный с токоподводящими щупами. Работа известного устройства основана на образовании электрической цепи между плавящимся электродом и токоподводящими щупами по мере образования шлаковой ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ванны. Электрическое соединение.пла вящегося мундштука с определенным щупом регистрируется узлом контрольной индикации, на основании чего судят о скорости процесса электрошлаковой сварки 11. Недостатком известного устройства является низкая точность его работы, обусловленная возможными колебаниями глубины сварочной ванны в процессе сварки, которые создают своего рода погрешности в потенциальном характере измерения узла контрольной индикации. Известно устройство для измерения скорости процесса электрошлаковой сварки, за счет введения в него подключенных к узлу контрольной индикации, последовательно соединенных генератора импульсов калиброванной частоты и преобразователя, управляющие входы которых, при помощи предусмотренного в устройстве управляемого коммутатора, электрически соединены 3,9 с ТОКОПОДВОДЯ1ДИМИ щупами. В результате наличия указанных выше элементов дискретный характер управления узлом контрольной индикации в данном устройстве позволил повысить точност измерения скорости процесса электрошлаковой сварки Г2. Недостатком данного устройства является большое количество элементов и саязей,входящих в управляемый коммутатор, что снижает надежность работы устройства. Цель изобретения - повышение надежности работь устройства для измерения скорости процесса электрошлако вой саарки, путем уменьшения числа элементов и связей, входящих в управ ляемый коммутатор. Это достигается тем, что в yctpoй стео для управления процессом электрошлакоБой саарки плавящимся мундшту ком, содержащем формирующую сварной шов охламдаемую накладку, по всей длине которой выполнены равномерно расположенные сквозные отверстия,токоподводпцие щупы, электрически изолированные от накладки и установлен1-)Ые в ее отгзерстиях, узел контрол ной индикации, подключенные к узлу контрольной индикации, последователь но соединенные генератор импульсов калиброванном частоты, счетчик импульсов и цифро-аналоговый преобразовапелЬ; а также управляемый коммутатор, вход которого соединен с токоподводп цими щупами, а выход - с управляющими входами счетчика импульсов и цифроаналогового преобразователя, указанный выше управляемый коммутатор выполнен из шагового иска теля, выпрямительного моста, .конденсатора и промежуточного реле, при этом токоподводящие щупы через ламели и подвижной контакт искателя дизъ юнктивно подключены ко входу выпрямительного моста, к выходу выпрями тельного моста инверсно подключена катушка шагового искателя через его нормально закрытый контакт, а параллельно катушке шагового искателя под ключены кoндef caтop и катушка промежуточного реле, контакты которого включены на выходе управпяемого ком мутатора. На мертеже представле 8 структурная схема предлагаемого устройства дня из 1ерения линейной скорости наплa8 ieния сварного швз„ 5 Схема включает 8 себя формирующую сварной шов охлаждаемую накладку 1, в которой выполнено равномерно расположенных п сквозных отверстий 2. В отверстие 2 вставлены п токопроводящих щупов 3 изолированных от накладки 1 и дизъюнктивно подключенных через неподвижные контакты ламели. Подвижный контакт 5 шагового искателя 6 подключен ко входу выпрямительного моста 7,подключенного также к токопроводящему контакту свариваемого изделия 8. К выходу моста инверсно включена катушка 9 шагового искателя 6 через свой нормально закрытый контакт 10. Параллельно катушке 9 шагового искателя 6 подключен конденсатор 11 и катушка 12 промежуточного реле, дв.е пары нормально открытых контактов-13 и И которого подключены соответственно, ко входам цифроаналогового преобразователя 15 и счетчика 16 импульсов. Генератор импульсов 17 калиброванной частоты подключен к счетчику импульсов 16, выход которого через цифроаналоговый преобразователь 15 соединен с узлом контрольной индикации линейной скорости наплавления сварного шва. Устройство осуществляет свои функции следующим образом. После няведения шлаковой BaHtibi 19 любым из известныхспособов начинает плавиться мундштук 20 и образовываться сварной шов, формируемый охлаждаемой накладкой 1, Как только уровень шлаковой ванны коснется конца шупа 3, подключенного к начальному контакту ламели Ц шагового искателя 6, замкнется электрическая цепь ме) плавящимся мундштуком 20, через шлаковую ванну 19, контакт S , подвижный контакт 5) установленный в начальное положение, выпрямительный мост 7 с изделием 8. Л в диагонали выпрямительного моста 7, в которую включена катушка 9 шагового искателя б, через свой нормально закрытый контакт 10 появится ток. Шаговый искатель срабатывает и переведет подвижный контакт 5 S следующее положение, разорвав цепь электрической связи между щупом 3, начальным контактом S, плавящимся мундштуком 20 и изделием 8. Конденсатор 11 служит для задержки отпускания якоря шагового искателя с целью более четкого его срабатыва ния. flpowewyTOMHoe реле 12 при этом кратковременно срабатывает и через свои нормально открытые контакты 13 и 14 откроет выход цифроаналогового преобразователя 15 для записи информации о скорости сварки в самопишущий прибор узла контрольной индикации 18 и осуществляет сброс накоплен ной информации в счетчике 16 для последующего измерения. Счетчиком импульсов 16 управляет генератор 17 который непрерывно генерирует импульсы тока с калиброванной частотой, например, 1 Гц к подает их на счетные декады. Таким образом, после каждого очередного касания шлаковой ванны 19 соответствующего щупа 3i происходит срабатывание шагового искателя 6, который перебрасывает свой подвижный контакт 5 в следующее положение, разорвав элек рическую цепь, связывающую расплав 1 с изделием 8, запись информации о ск рости сварки в самопишуи1ий прибор уз ла контрольной индикации 10 и сброс накопленной информации, в счетчике импульсов 16 для последующих измерений. Количество импульсов, накопленное счетчиком 16 между каждыми двумя соседними срабатываниями шагового иска теля 6 и преобразованное в блоке 15 из цифрового кода в напряжение, пропорционально времени прохождения дt шлакометаллическим расплавом известного расстояния Л. двумя сосед ним4:1 отвертсиями в формирующей накла конечном итоге является ке, что, в мерой линейной скорости Уд -г наплавления сварного шва, которая фиксируется самопишущим прибором узла контрольной индикации. Предлагаемое устройство для измерения .скорости процесса электрошлако вой сварки выгодно отличается от дру гих известных устройств тем, что при сохранении всех функциональных возмох ностей позволяет уменьшить общее чис ло элементов управляемого коммутатора объединяемых электрическими связями соответственно повысить надежность работы устройства. Формула изобретения Устройство для измерения скорости электрошлаковой сварки изделий плавящимся мундштуком, содерх ащее формирующую сварной шов охлаждаемую накладку, по всей длине котороС) выполнены равномерно расположенные сквозные отверстия, токоподводящие щупы, электрически изолированные от накладки и установленные в ее отверстиях, узел контрольной индикации скорости сварки, подключенные к узлу контрольной индикации, последовательно соединенные генератор импульсов калиброванной част тоты, счетчик импульсов и цифроаналоговый преобразователь, а также управляемый коммутатор, вход которого соединен с токоподводящими щупами, а выход - с управляющими входами счетчика импульсов и цифроаналогового преобразователя, отличающееся тем, что, с целью повышения надежности работы устройства путем уменьшения числа элементов, и связей управляемого коммутатора, последний выполнен из шагового искателя, выпрямительного моста, конденсатора и промежуточного реле, при этом токоподводящие щупы через панели и подвижный контакт иагового искателя дизъюнктивно подключены к входу выпрямительного моста, к выходу выпрямительного моста инверсно подключена катушка шагового искателя через его нормально закрытый контакт, а параллельно катушке шагового искателя подключены конденсатор и катушка промежуточного реле, контакты которого включены на выходе управляемого коммутатора. Источники информации, принятые во внимание при экспертизе 1.Патент Японии f, , кл. 12 В 11, опублик. 197. 2.Патент Японии № 5 -110 2, кл. 12 В 10, опублик. 1979 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927453A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1980 |
|
SU927454A1 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927455A1 |
| Способ управления дозированием материалов при электрошлаковой сварке | 1980 |
|
SU917983A1 |
| Способ контроля уровня металлической ванны при электрошлаковой сварке | 1981 |
|
SU998059A1 |
| Конструкция стыка для сварки с остающейся накладкой | 1975 |
|
SU556916A1 |
| Способ электрошлаковой сварки | 1977 |
|
SU721288A1 |
| СПОСОБ КОНТРОЛЯ ГЛУБИНЫ ШЛАКОВОЙ ВАННЫ | 1970 |
|
SU275263A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1958 |
|
SU115870A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ ТОЛЩИНЫ СЛОЯ ШЛАКА В КОВШЕ ПРИ ВНЕПЕЧНОЙ ОБРАБОТКЕ СТАЛИ | 2008 |
|
RU2392334C1 |