РГзвестны |Способы иаладки желобошл,ифовальных , в которых предварительная наладка осуществляется, например, при помощи эталонных деталей, с последующим контролем 1качества «аладки лробяьш шлифованием «100 искре ИЛИ замерами с по мощью специального шаблона и др.ибара. Наладка по этому опособу связана со значительной потерей вспомогательного времени, требует высокой квалификации наладчи ка и не всегда обеспечивает точность яалащки.
Предложенный способ оонован на использовании Б качестве критер ия оцеики точности налацки станка характера из менения скорости съема припуска за период качания эле мента системы шлифовальный круг--изделие. При правильной наладке станка съем припуска в среднем сечении обрабатываемого желоба .происходит равномерно. Это достигается использованием системы д.атчи-КОв и электрических преобразователей, показа-ния которых позволяют визуально наблюдать процесс удаления припуска при шлифовании и оценивать правильиость наладки.
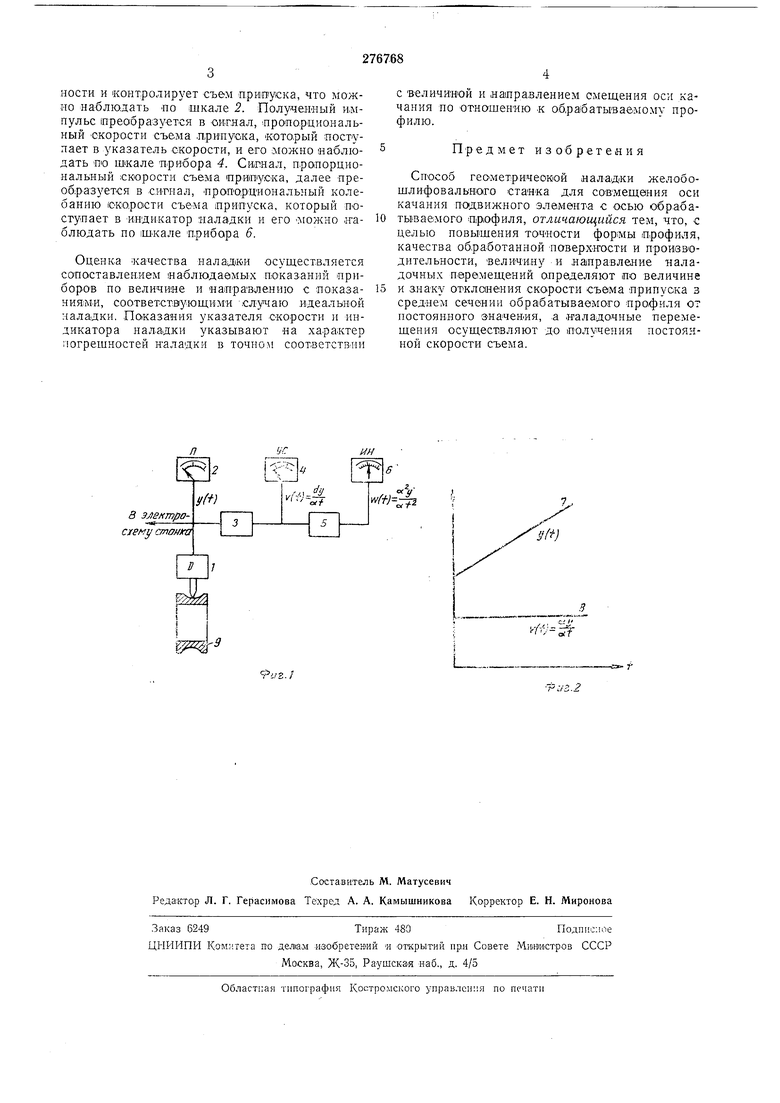
На фиг. 1 приведена принципиальная схема системы контроля, на фиг. 2 даны графики, характеризующие процесс съема припуска и скорость съема припуска при идеальной наладке станка.
ется с использованием схемы, включающей датчик / прибора активного контроля со шкалой 2, преобразовательный блок 3 с прибором 4 - указателем скорости съема припуска и
преобразовательный блок 5 с пр 1борО;м 6 - индикатором наладки.
В качестве преобразователя возмол но использование дифференцирующего контура. Шкалы приборов раз:мещаются в зоне, доступной для наблю дения.
Существо наладки сводится к пере1мещеш1Ю качающегося элемента системы шлифовальный круг- изделие в такое положение, при котором ось качания занимает идеальное положение по отношению к обрабатываемому профилю. При этом съем припуска в функции времени y(t) будет равномерным, скорость съема припуска V{t) будет постоянна, а колебания скорости съема припуска W (t) равны 0.
Случай идеальной наладки станка графически показан на фиг. 2, где наклонная линия 7 иллюстрирует съем припуска, а прямая ЛШия 8-скорость съема припуска.
Наладка станка осуществляется в следующей последовательности. Обрабатываемую деталь 9 устанавливают в позицию обработки и вводят в соприкосновение со шлифовальным кругом.
ности и контролирует съем припуска, что можно наблюдать ло шкале 2. Полученный импульс иреабразуется в Оитнал, пропорциональный Скорости съема .п,рипуока, который поступает в указатель скорости, и его ;мо:жно иаблюдать wo шкале прибора 4. Си/гнал, пр0|порциональный скорости съема ориюуска, далее преобразуется в сиГнал, пропорциональный колебанию юкорости съема припуска, который поступает в индикатор наладки и его Можно ffaблюдать по ШКале прибора 6.
Оценка качества наладкл осуществляется сопоставлением наблюдаемых показаний приборов по велиЧине и направлению с показания ш, соответствующимИ случаю идеальной наладки. Паказания указателя скорости и индикатора налл.дки указывают «а характер погрешностей наладки в точном соответств ии
с величиной и наюравлением смещения оси качания по Отнощению к обрабатываемому профилю.
Предмет изобретения
Способ геометричеокой наладки желобощлифовального станка для совмещения оси качания подвижного элемента с ОСью обрабатываемого профиля, отличающийся тем, что, С целью повышения точности формы профиля, качества обработанной поверХНости и производительности, величину и на1пра:вление наладочных перемещений определяют оо величине
и знаку отклонения скорости съема припуска з среднем сечении обрабатываемаго профиля от постоянного ЗНачеНИЯ, а иаладочные перемещения осуществляют до получения постоянной скорости съема.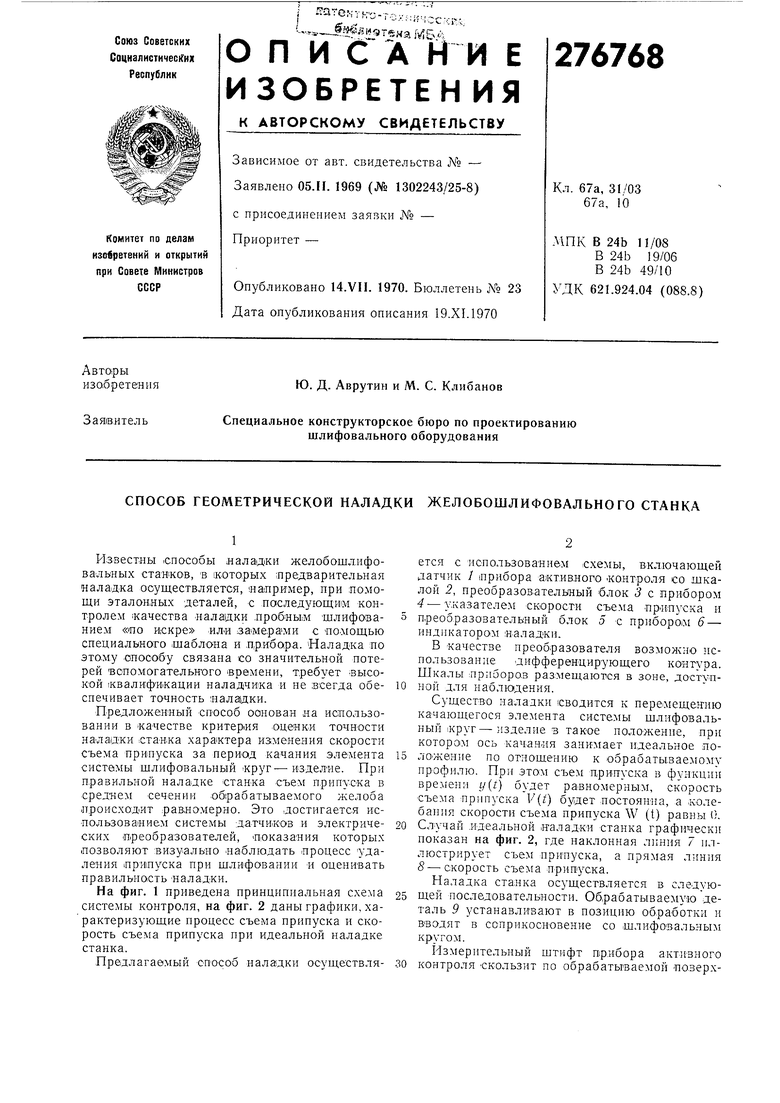
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПОПЕРЕЧНОЙ ПОДАЧЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ НА КРУГЛОШЛИФОВАЛЬНЫХ И ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) ПО РАЗМЕРНЫМ КОМАНДАМ ПРИБОРА АКТИВНОГО КОНТРОЛЯ (ПАК) | 2013 |
|
RU2551326C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353501C2 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 2002 |
|
RU2228249C1 |
| СПОСОБ УПРАВЛЕНИЯ ДВУСТОРОННИМ ТОРЦОВЫМ ШЛИФОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2490110C2 |
| Способ адаптивного управления процессом врезного шлифования | 1977 |
|
SU779052A1 |
| Способ правки шлифовального круга | 1989 |
|
SU1673414A1 |
| Способ управления циклом круглого шлифования | 1986 |
|
SU1430241A1 |
| Устройство для моделирования процесса шлифования | 1987 |
|
SU1571626A1 |
| СПОСОБ НЕПРЕРЫВНОГО ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162401C2 |
| Способ формообразования роликов с выпуклой образующей | 2023 |
|
RU2811968C1 |
W
.rV;-5t
