(54) ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕ/1ИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU663588A1 |
| Двухярусный поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU555016A1 |
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1973 |
|
SU476990A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1986 |
|
SU1433807A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU903112A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950533A1 |
| Двухярусный стан для изготовления железобетонных изделий | 1976 |
|
SU602371A1 |
1
Изобретение относится к оборудованию для производства сборного железобетона и может быть использовано при изготовлении железобетонных блоков тоннелей метрополитена, канализационных коллекторов и аналогичных конструкций инженерных сооружений.
Известна установка для изготовления железобетонных изделий. Установка содержит расположенный на верхнем ярусе конвейер формования, снабженный механизмами шагового перемещения форм-вагонеток, и расположенные на нижнем ярусе, симметрично по обе стороны от продольной оси конвейера, камеры тепловой обработки, оборудованные транспортными средствами. По торцам камер установлены подъемники-снижатели для перевода форм-вагонеток с верхнего яруса в нижний и наоборот 1.
Недостатком указанной установки является большая металлоемкость, обусловленная использованием форм-вагонеток в полном цикле изготовления изделий.
Наиболее близким техническим решением к предлагаемому является технологическая линия, содержащая составленные из поддона и бортов формы-вагонетки, конвейеры.
расположенные в различных ярусах параллельно друг другу, подъемники-снижатели с платформами, установленные по концам конвейеров и размещенные на верхнем ярусе посты подготовки форм-вагонеток, их фор5 мовку и камеры термообработки, а на нижнем ярусе - тоннель и средства для перемещения форм-вагонеток 2.
Недостатком этой линии является низкая производительность, обусловленная значительными затратами времени на распалубку и сборку форм.
Целью изобретения является повышение производительности путем совмещения операций транспортирования форм-вагонеток с их разборкой и сборкой и автоматизация
15 операции распалубки.
Указанная цель достигается тем, что технологическая линия для изготовления бетонных изделий, содержащая составленные из поддонов и бортов формы-вагонетки, конвейеры, расположенные в различных ярусах
20 параллельно друг другу, подъемники-снижатели с платформами, установленные по концам конвейеров, и размещенные на верхнем ярусе посты подготовки форм-вагонеток и формования камеры термообработки, а на
нижнем ярусе - тоннель и средства для перемещения форм-вагонеток, снабжена дополнительным конвейером возврата поддонов форм-вагонеток, расположенным под формующим конвейером, каждый из подъемников-снижателей снабжен устройством для сборки и разборки форм-вагонеток, а пост распалубки - толкателем с опорной поверхностью, повторяющей форму изделия.
Устройство для сборки и разборки формвагонеток состоит из подвижных по стойкам упоров и захватов, закрепленных на платформе подъемника-снижателя, причем упоры взаимодействуют с выступами борта, а захваты входят в зацепление с поддоном формы-вагонетки.
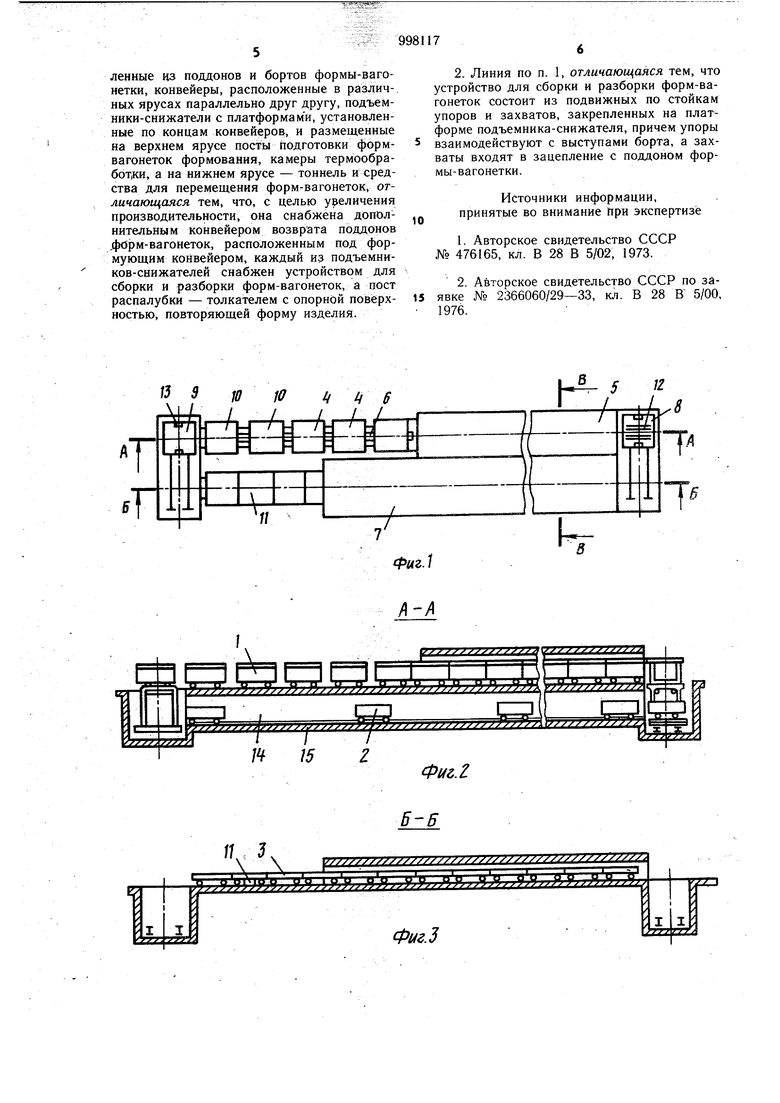
На фиг. 1 изображена схема линии, вид в плане; на фиг. 2 - верхний ярус и тоннель ускоренного возврата поддонов, разрез А-А на фиг. 1; на фиг. 3 - камера окончательной термообработки, разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - схема отделения борта с изделием от поддона на снижателе; на фиг. 6 - схема устройства для извлечения изделий из борта.
Линия оснащена формами-вагонетками 1, состоящими из борта 2, установленного с возможностью легкого съема на поддоне 3. Она включает посты формования 4, камеру предварительной термообработки 5, устройства 6 для перемещения форм-вагонеток, камеру окончательной термообработки 7, снижатель 8, подъемник 9, посты подготовительных операций 10, устройства 11 для извлечения изделий из борта, устройство 12 для отделения борта формы-вагонетки с изделием от поддона, устройство 13 для сборки борта с поддоном, тоннель 14 возврата поддонов, оборудованный конве/iepoM 15.
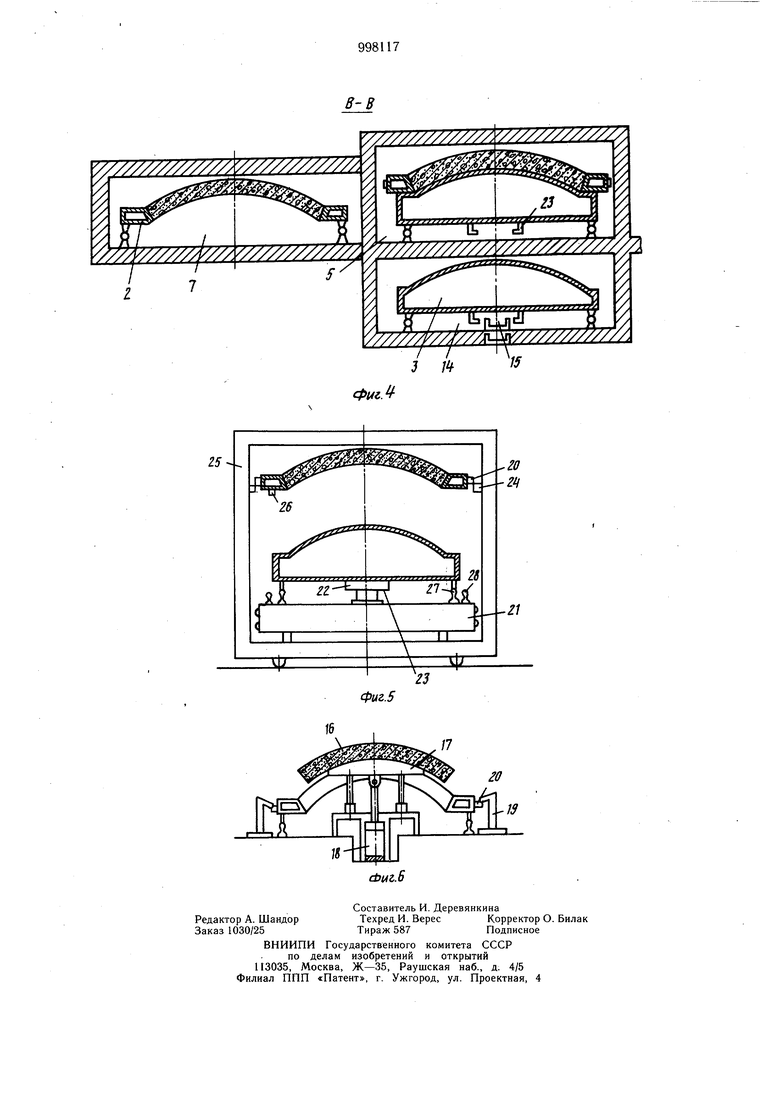
Устройство 11 для извлечения изделий 16 из борта выполнено в виде выталкивателя 17, смонтированного на силовом цилиндре 18, а также ограничителей 19, взаимодействующих с упорами 20 борта. Устройство 12 для отделения борта формы-вагонетки с изделием от поддона, состоит из смонтированных на платформе 21 снижателя захватов 22, взаимодействующих с упорами 23 поддона, и захватов 24, закрепленных на раме 25 снижателя, взаимодействующих с упорами 20 борта. Борт оборудован опорами качания 26, а платформа и подъемник - направляющими 27 для поддона и направляющими 28 для борта.
Конструкция устройства 13 для сборки борта с поддоном аналогична конструкции устройства 12 для отделения борта от поддона.
Линия работает следующим образом. Отформованные в формах-вагонетках 1 изделия 16 с помощью устройства 7 подаются в камеру предварительной термообработки 5, за время перемещения в которой изделие приобретает распалубочную прочность. После достижения изделием распалубочной
прочности форма-вагонетка 1 поступает на платформу 21 снижателя 8, при этом смонтированный на платформе захват 22 входит в упоры 23, которыми оборудован поддон формы-вагонетки.
При опускании платформы 21 захваты 22 взаимодействуют с упорами 23, а упоры 20 - с захватами 24. Таким образом, происходит отделение борта с изделием от поддона. Освободивщийся поддон подается в тоннель 14 возврата поддонов и с помощью конвейера 15 за время, равное ритму формования,
перемещается на подъемник 9.
При обратном ходе платформы 21 снижатели установленные на платформе дополнительные направляющие 28 воздействуют на опоры качения 26, которыми снабжен борт. В результате этого воздействия борт с изделием приподнимается, после чего снижатель 8 перемещается и подает борт с изделием в камеру 7, где по мере перемещения завёрщается тепловая обработка изделия.
После окончательной тепловой обработки борт с изделием перемещается на пост распалубки в устройство 11 для извлечения изделия.
Извлечение изделия 16 из борта 2 формы-вагонетки осуществляется путем воздействия снизу выталкивателя 17, смонтированного на силовом цилиндре 18, при одновременном взаимодействии ограничителей 19 с упорами 20 борта, предотвращающих его вертикальное перемещение.
Извлеченное изделие с помощью мостового крана подается на склад готовой продукции,, а борт 2 перемещается на платформу подъемника 9 в верхнем положении последней. Затем платформа опускается в нижний ярус, оставив борт на ограничителях 24, смонтированных на раме подъемника, н на платформу транспортером 15 возврата поддонов подают свободный поддон.
При подъеме платформы фиксаторы поддона 3 формы 1 входят в отверстие борта 2, в результате чего осуществляется сборка формы.
Собранная на подъемнике 9 форма перемещается затем на располс сенные в верхнем ярусе посты подготовительных операций 10, где осуществляется ее чистка и смазка, установка арматуры и т.д.
Благодаря совмещению операций по тран спортированию и разборке форм-вагонеток, а также автоматизации процесса извлечения изделия, обеспечивается более высокая, по сравнению с существующими линиями, производительность.
Изделие на протяжении обеих стадий термообработки находится в неразъемной раме, что гарантирует точные геометрические размеры, предотвращает появление деструктивных трещин и снижает вероятность механических повреждений граней. Формула изобретения
Источники информации, принятые во внимание при экспертизе
гЛ. Л . р
ч ,,4iУг,тТ, У,Ч ,т.т., Д -Ч - ,г, ГУ ,,Ч ,, ,7,4,,j% г ,л,Ч, ,7, ,
.yjr У jiy .X У If f -f J JJ ,,J.j
I I
Фиг.З
