Изобретение относится к способу .изготовления известково-кремнеземистых теплоизоляционных изделий и может быть иснользовано на предприятиях строительной индустрии.
Известен способ .изготовления известковокремнеземистых теплоизоляционных изделий, например скорлуп, путем их формования с припусками размеров и автоклавной обработки с последующей механической обработкой горизонтальных поверхностей разъемаИзвестным способом в процессе распалубки форму кантуют (перевертывают) на 180°, а последующую механическую обработку покерхностей расналубленных изделий выполняют вращающимися рабочими органами.
Недостатки известного способа-возможные сколы углов и частичные разрушения изделий при распалубке и механической обработке, трудность достижения гладких поверхностей и точных размеров, а также пыление.
Целью изобретения является получение правильной геометрической формы и гладкой стыкуемой новерхности изделия, сокращение брака и улучшение санитарно-техн 1ческих условий.
ровкой в форме путем обжатия поверхностен, например, гидравлическим прессом, а также тем, что распалубку получают выталкиванием изделия с помощью подвижного в вертикальной нлоскости дна формы.
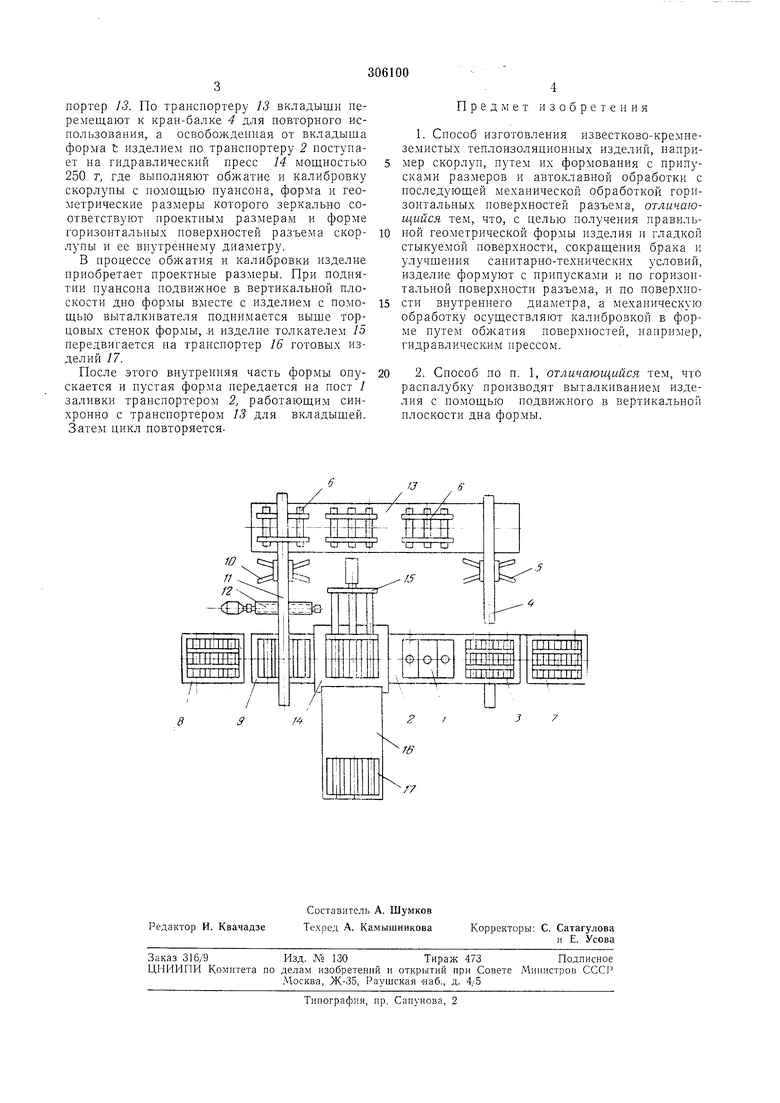
На чертеже схематически изображена поточная линия формовки, калибровки и распалубки теплоизоляционных скорлуп.
Сущность способа состо.ит в следующем.
Известково-кремнеземистую массу из заготовительного отделения по трубам подают в цех и на посту / заливают в металлическую форму, коиструкция которой предусматривает припуски скорлуп по горизонтальным иоверхностям разъема на 10 мм. С помощью транспортера 2 залитую форму подают на пост 3, где с помощью кран-балки 4 с захватом 5 в нее устанавливают вкладыщи 6.
Коиструкция вкладыша предусматривает
припуск изделия ио внутреннему диаметру на 5-7 мм. Очередная залитая форма со вкладыше.м поступает на снижатель 7, где их пакетируют в виде стопы по 8 шт. и наиравляют на автоклавную обработку.
Стопу форм с изделиями, ирошедшими автоклавную обработку, устанавливают на снижатель 8, откуда поочередно подают на пост 9, где с помощью захвата 10 кран-балкой // извлекают вкладыщи, чистят их с иомощью
портер 13. По транспортеру 13 вкладыши перемещают к кран-балке 4 для повторного использования, а освобожденная от вкладыша форма t иЗлТелием по транспортеру 2 поступает на гидравлический пресс 14 мош,ностью 250 т, где выполняют обжатие н калибровку скорлупы с помошью пуансона, форма и геометрические размеры которого зеркально соответствуют проектным размерам и форме горизонтальных новерхностей разъема скорлупы н ее внутреннему диаметру.
В процессе обжатия и калибровки изделие приобретает проектные размеры. При поднятии пуансона подвижное в вертикальной плоскости дно формы вместе с изделием с помощью выталкивателя поднимается выше торцовых стенок формы, ,и изделие толкателем 15 передвигается на транспортер 16 готовых изделий 17.
После этого внутренняя часть формы опускается и пустая форма передается на пост 1 заливки транспортером 2, работающим синхронно с транспортером 13 для вкладышей. Затем цикл повторяется4Предмет изобретения
1. Способ изготовления известково-кремнеземистых теплоизоляционных изделий, например скорлуп, путем их формования с припусками размеров и автоклавной обработки с последующей механической обработкой горизонтальных поверхностей разъема, отличающийся тем, что, с целью получения правильной геометрической формы изделия и гладкой стыкуемой поверхности, сокращения брака и улучшения санитарно-технических условий, изделие формуют с припусками и по горизонтальной поверхности разъема, и по поверхности внутреннего диаметра, а механическую обработку осуществляют калибровкой в форjMe путем обжатия поверхностей, например, гидравлическим прессом.
2. Способ по п. 1, отличающийся тем, что распалубку производят выталкиванием изделия с помощью подвижного в вертикальной плоскости дна формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1970 |
|
SU278507A1 |
| Установка для изготовления теплоизоляционных изделий | 1984 |
|
SU1283105A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1969 |
|
SU247830A1 |
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1973 |
|
SU476990A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ ЛИТЫХ | 1973 |
|
SU399477A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ МНОГОПУСТОТНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU394205A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU998117A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU663588A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ТОРЦОВ КРИВОЛИНЕЙНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1973 |
|
SU377239A1 |
