Известен сиособ изготовления м«огослойных :руло;Еи.рова1Н|Ных сосудов, црн котороа заготовку получают оутем |ОВ|ОрачийаН;ия полотнища по юийрал-и с закреплением его -начальной и конечной :кромок. В сосудах, изготовленных по этому способу и работающих при высоких давлениях и температурах, нагаряжения по толЩсИие стввки распределяются наравномерНо: 1анутрен н ие сло,и нагружены больше, чем 1В1не;Ш Ние.
Предложенный способ позволяет повысить надежность соаудав благода ря созда1Н1ию в Л роцессе (работы сосуда дополнительных напряжений: ;растя1гивающих на внешних втжах и сжимающих 1на внутренних. Для этого перед заирепленнем 1конеч1ной кромки полотнища последний ВИТОК навивают с зазором для образования под ним ПОЛОСТИ, (раз1меры которой выбирают в соответствии с тем пе|ратурными условиями работы сосуда.
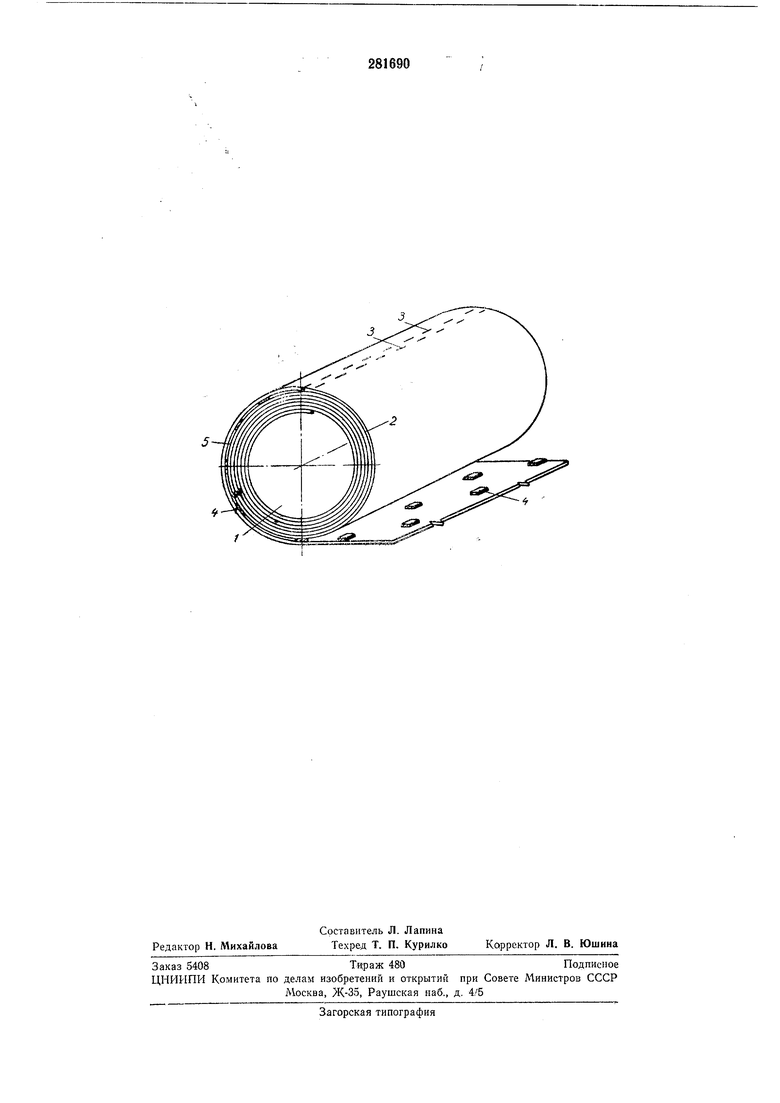
Предлагаемый Способ поясняется чертежом.
Сворачивание полосы в щилиндр 1 осуществляют по уже известной технологии, затем предпоследний виток 2 полотнища приваривают нрорез1ным швом 3 к нижележащему витку. После этого 1на внутренней поверхности оставшейся части полотнища приваривают бобыщки 4, а полотнище наворачивают с зазором на корпус сосуда, образуя полость между корпусом сосуда и последним витком, а затем замыкающую кромку приваривают продольным нахлесточным щвом 5 к цилиндрической части нижележащего витка. Изготовление сосуда заканчивают приваркой днищ или фланцев по предпоследнему витку.
При работе сосуда с высокими температурааги внутри него полученную пр.и изготовлении полость продувают холодньим воздухом или осуществляют отбор тепла от наружной поверхности предпоследнего витка любым известным способом, так что но толщине стенки создается определенный температурный перепад, приводящий к равномерному распределению напряжений но толщине стенки.
ПредМет изобретения
Способ .изготовления многослойных рулонированных сосудов, пр.и котором заготовку получают путем сворачивания по.тотнища ио спирали с закреплением его (Начальной и конечной -кромок, отличающийся тем, что, с целью повышения наделшости сосудов путем создания дополнительных напряжений в слоях, перед за1К|реплеиием конечной кромки поЛОтнища посл:е|дний виток навивают с зазором для образования под ним полости, размеры которой выбирают в соответстви.и .с температурными условиями работы сосуда.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойныхТРуб | 1978 |
|
SU795654A1 |
| Способ изготовления сферических многослойных сосудов | 1976 |
|
SU749510A1 |
| Способ правки серповидностипОлОСОВОгО пРОКАТА | 1979 |
|
SU829254A1 |
| Устройство для сворачивания и транспортировки рулонируемых полотнищ резервуаров | 1978 |
|
SU737077A1 |
| Способ изготовления многослойных обечаек | 1981 |
|
SU1007796A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБЕЧАЕК | 1991 |
|
RU2009747C1 |
| Способ изготовления корпусов многослойных сосудов и труб | 1975 |
|
SU517370A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК | 1987 |
|
SU1448568A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТОГО ЛЕНТОЧНОГО МАГНИТОПРОВОДА | 1999 |
|
RU2156021C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2610653C1 |