Известна Конструкция модельных плит, иалример, для формовки поршневых колец, содержащая шесть моделей, расноложенных симметрично вокруг центра.
Такая модельная ллита требует применения фигурной опоки для эколомиИ расхода формОвоч.ной смеси и уменьшения листа, занимаемого юпокой. Однако указанная экономия оказывается недостаточной.
С целью увеличения производительности труда, экономии формовочных материалов, увеличения металлоемкости, предложенное устройство выполнено в виде набора моделей со смещенным центром.
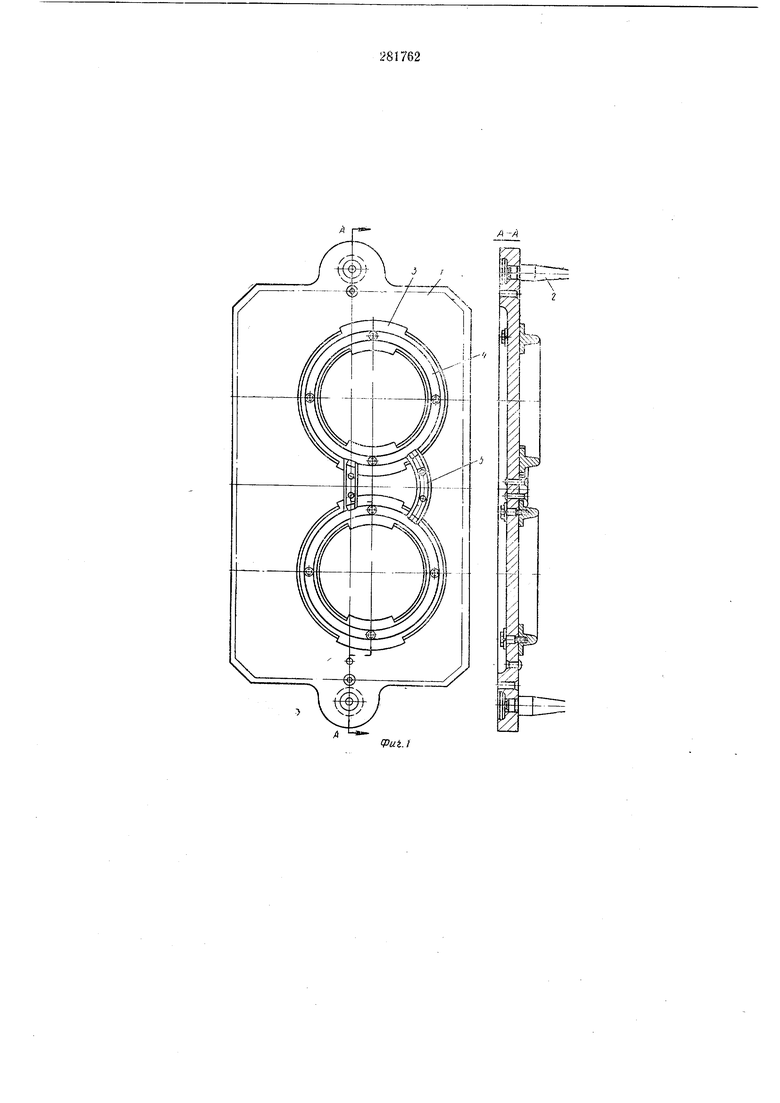
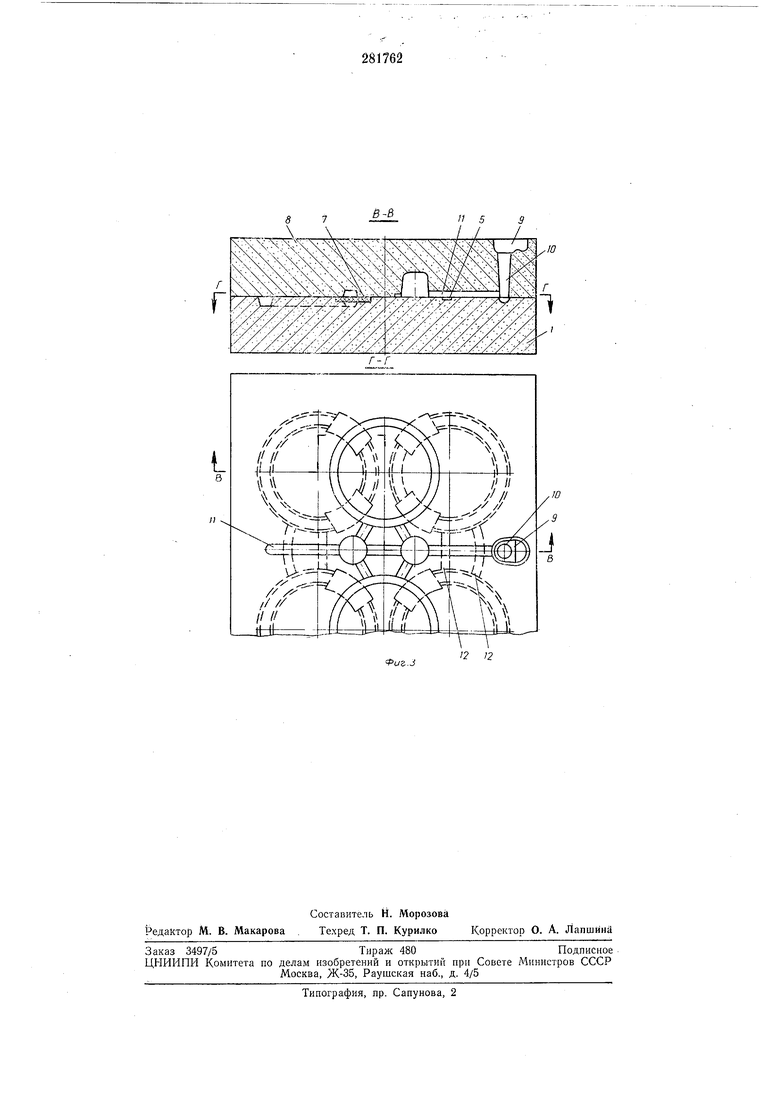
На фиг. 1 показала верхняя подмодельная плита; на фиг. 2 - модель нижней лл.иты; ла фиг. 3 - порядок сборки форм.
Предлагаемое устройство состоит из собственно .подмодельной плиты /, штырей 2, врофрезеровочного кольцевого паза 3, моделей 4, 5, литнИКовой системы 5. Пазы профрезерова ibi не по всей окружности, а до выведелных знаковых частей та модели нижней Ияиты, включающей .собственло плиту 1, штыри 2, модели колец 4, поднятые на высоту, равную
толщине профрезерованного паза яа верхней ллите и принятой толщине стержлей перекрытия, выполненного в виде сектора.
В местах пересечения колец выполнены дополнительные знаки 6, которые и создадут отпечаток в форме для установки стержней.
Порядок сборки форм производится следующим образом.
В форму низа проставлено четыре стержня 7.
При ПОМОЩИ спаровочных штырей (на чертеже
не показаны) устанавливается форма верха
8. Собранная форма устанавливается на
конвейер, где через литниковую чашу 9, стояк
10, шлаковик 11 и питатель 12 заполняется
металлом.
При выбивке из одной формы одновременно нзвлекают шесть отливок типа колец.
Предмет и з о б р е т е Н и я
20
Устр|ОЙство для формовки отливок типа колец, включающее двухъярусно расположенные модели, отличающееся тем, что, с целью увеличения производительности труда, экономии формовочных материалов и увеличения металлоемкости, оно выполнено в виде набора моделей со смещенным целтром.
/i -/t
Vui. t
6-й
fuz 2
2 12
fLlZ.J
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2122918C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Способ изготовления литейных форм | 1979 |
|
SU780946A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| Устройство для безопочной формовки | 1977 |
|
SU682318A1 |
| Модельная оснастка для изготовления отливок типа гильз | 1986 |
|
SU1386354A1 |
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |