Известно устройство для укладки арматурных стальных колец в 1пакеты, содержащее кассету для на копления колец, направляющий и тра.нспортирующий механизмы. Устройство не содержит отсекателя колец, что не обеспечивает укладку колец разных размеров.
Предложенное устройство отличается от известного те.м, что оно снабжено млогопозиционным отсекателем, выполненным в виде диска с профильными пазами, взаимодействующими с электромагнитным захватом, связанным с механизмом остановки и настройки, изготовленным в виде передвижного и фиксирующего упора с пневматическим и электрическим выключателями.
Такое выполнение устройства обеспечивает укладку колец разных размеров.
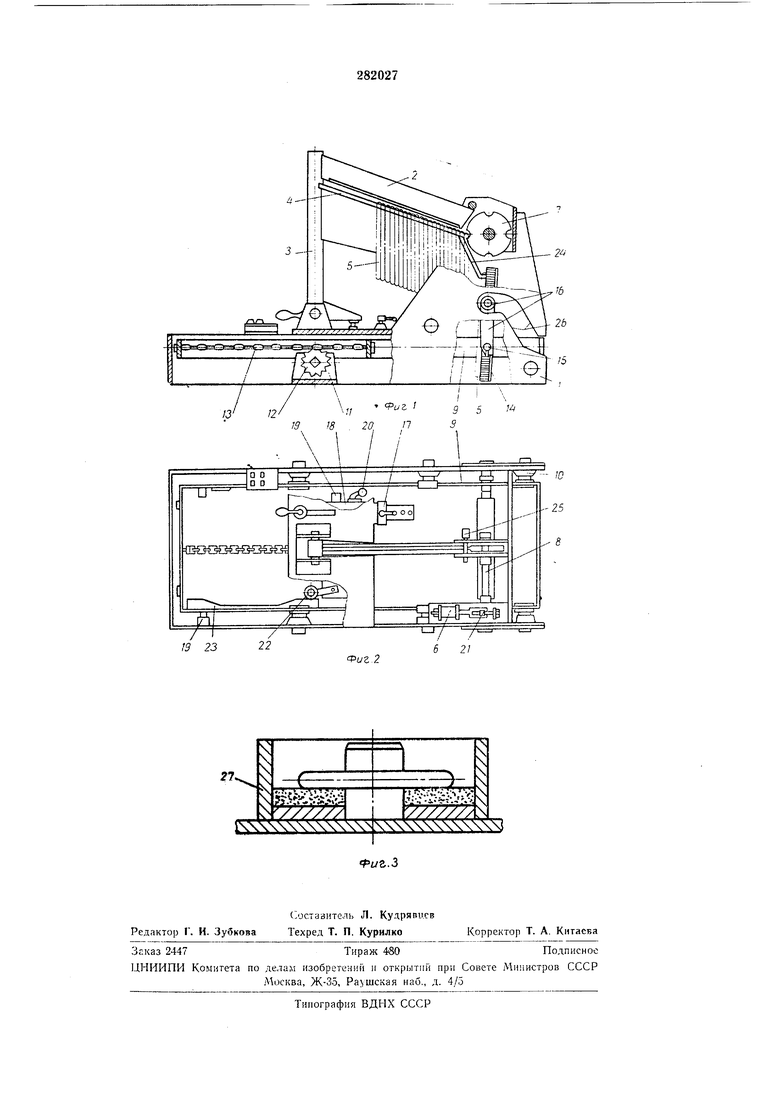
На фиг. I локазано предлагаемое устройство (вид спереди); на фиг. 2 - то же (в плане); на фиг. 3 - схема загрузки детали.
Устройство содержит корпус /, выполненный в виде сварной жесткой рамы, изготовленной из листового проката и .предназначенной для крепления агрегатов, узлов и деталей. Кассеты 2 выполнены из колонны 3 и наклонной направляющей 4 для размещения колец 5, а также из механизма отсечки, состоящего из пневмоцилиндра 6, передающего вращательное движение на многопозициоиный отсекатель 7 посредством вала 8; каретки 9, выполненной в виде жесткой рамы, соверщающей возвратно-поступательное движение на роликах 10 посредством гидродвигателя 11, передающего усилие через звездочку 12, на тяговую цепь 13, подвешенную и закрепленную вдоль каретки 9; электромагнитного захвата М, шарнирно соединенного с кареткой 9 и корпусом посредством оси 15 и рычагами с роликами 16, совершающего вращательное и возвратно-поступательное движение; механизма остановки и настройки 17, выполненного в виде упора 18 с пневматическим 19 и электрическим 20 выключателями, предназначенного для регулировки хода каретки 9 и момента укладки колец 5.
Электромагнитный захват 14 и рычаги с роликами 16 жестко насажены па общую ось 15.
Фиксатор 21 служит соединительным звеном штока пневмоцилиндра 6 и вала 8, на котором закреплен многопозиционный отсекатель 7, имеющий ряд |Профилированных пазов, соответствующих размерам и форме поперечных сечений арматурньгх колец.
цу наклонной направляющей 4 и соединения штока пневмоцнлиндра 6 с валом 8 фиксатором 21.
Скорость движения каретки 9 регулируется дросселем 22 совместно с копиром 23.
Направление движения кольца 5 после отсечки и подвеска его перед захватом осуществляется полированным кольценаправляющим крюком 24.
Машина работает следуюш,им образом.
Предварительно заряжается кассета 2, для чего необходимо повернуть ее влево на 90°, заполнить направляющую арматурными кольцами; установить кассету 2 в рабочее положение и зафиксировать штырем 25. Арматурное кольцо, подвешенное на наклонной направляющел кассеты под собственным весом и действием веса остальных арматурных колец 5 (скользящих по наклонной на правляющей 4), поступает в профилированный паз отсекателя 7. При подаче сжатого воздуха в систему срабатывает пневмоаилиндр 6, который через вал 5 поворачивает отсекатель 7 на некоторый угол против часовой стрелки и отсекает кольцо 5, а остальные кольца надежно запираются цилиндрической поверхностью отсекателя/7 0тсеченное кольцо под действием импуЛьса отсечки и собственного веса перемеша ётся и подвеши.|ается на кольцепаправляющем крюке ,,2 который торцом примыкает к на-КлоННОму :под некоторым углом электромагнитному захвату 14 и укладывается на нем под собственным весом в нужном положении
Цикл работы начинается с .получения пневмосигнала от прессформ 27, при этом включается электромагнитный захват, надежно при тягизает уложенное на него кольцо 5, отсекатель устанавливается в исходное положение и захватывает очередное кольцо. Начинает работать гидродвигатель // и звездочка 12, установленная на валу гидродвигателя через тяговую цепь 13 толкает каретку 9 в направлении прессформы. В начальный период движения каретки электромагнитный захват д-вижется поступательно до разворота, затем с помошью рычага с роликом под действием профилированных пазов 26 в корПусе совершает разворот цроти.в часовой стрелки до горизонтального .положения и в таком положении
движется до прессформы. При .подходе электромагнитного захвата в крайнее переднее положение (когда ось арматурного кольца 5 совпадает с осью нрессформы) срабатывает пневматический и электрический выключатели,
происходит остановка каретки, укладка арматурного кольца путем обесточивания электромагнитного захвата, после чего каретка движется обратно.
При подходе каретки в крайнее заднее положение срабатывает пневматический выключатель, происходит остановка каретки 9 и отсечка очередного арматурного кольца.
При получении нневмосигнала от прессформы цикл аювторяется.
Предмет изобретения
Устройство для укладки арматурных стальных колец в пакеты, содержащее кассету
для накопления колец, направляющий и транспортирующий механизмы, отличающееся тем, что, с целью обеспечения уклад1ки колец разных размеров, оно снабжено многопозицион 1ым отсекателем, выполненным в виде диска
с профильными пазами, взаимодействующими с электромагнитным захватом, связанным с механизмом остановки и настройки, изготовленным в виде передвижного и фиксирующего упора с пневматическим и электрическим
выключателями.
Ю 23
2
VuZ-2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электронагрева арматурных стержней | 1978 |
|
SU767325A1 |
| СТЕНД ДЛЯ СБОРКИ ПУЧКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1990 |
|
SU1748381A1 |
| Камера для фотосъемки на листовую пленку | 1980 |
|
SU1120275A1 |
| Установка для натяжения арматурных стержней | 1986 |
|
SU1406324A1 |
| Загрузочное устройство | 1977 |
|
SU631308A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПРЕССОВ | 1966 |
|
SU224470A1 |
| Машина для забивки анодных штырей | 1972 |
|
SU673669A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОНАГРЕВА АРЛ\АТУРНЫХ СТЕРЖНЕЙ И ПОДАЧИ ИХ К Л\ЕСТУ УКЛАДКИ | 1969 |
|
SU237052A1 |
--
V////// NJ
