Известно устройство для автоматического замедления линеек манипулятора реверсивного обжимного прокатного стана, включающее датчики перемещения линеек и исполнительный элемент, срабатывающий при определенной сумме значений указанных датчиков.
Предлагаемое устройство отличается тем, что в него введены выпрямители, источник эталонного напряжения и в качестве датчиков перемещения линеек использованы сельсины, а в качестве исполнительного элемента - реле, причем две фазы каждого сельсина через выпрямители, выходы которых включены между собой согласно и встречно с источником эталонного напряжения, соединены с исполнительным реле, управляющим замедлением прпводных двигателей линеек.
Это повышает надежность замедления линеек при подходе их к заготовке независимо от ее щирины и месторасположения у различных калибров валков.
Для повыщения точности и производительности работы при существенно отличающихся калибрах валков последовательно с одним из сельсинов включен нелинейный элемент, формирующий необходимую характеристику сельсина.
жении перед калибром валков ко входу нелипейного элемента подключено реле счета пропусков.
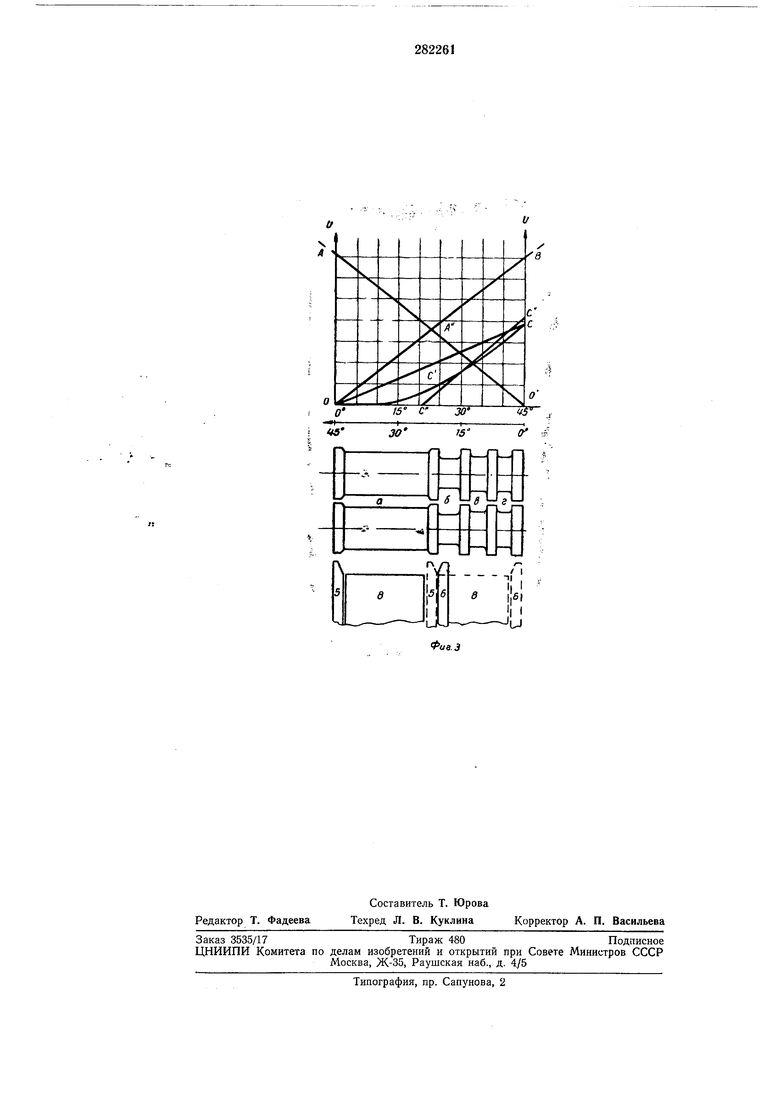
На фиг. 1 представлена схема предлагаемого устройства; на фиг. 2 - характеристика сельсина.
С электродвигателем каждой линейки сочленен сельсин , имеющий ограниченный угол поворота ротора, например около 45°, на всем
пути хода линейки. Две фазы каждого сельсина подключены к выпрямителям 2, выходы которых между собой включены согласно и иодключены к источнику 5 эталонного напряжения встречно и далее к исполнительному реле
4, управляющему двигателями линеек.
Роторы указанных сельсинов относительно своих статоров сориентированы так, что при максимальном рабочем расстоянии левой и правой линейками, т. е. в исходных положениях последних, линейное напряжение между двумя выбранными фазами трехфазной обмотки каждого из сельсинов равно нулю. Последнее соответствует точкам О н Oi на характеристике сельсинов (зависимости линейного напрялсения U между двумя указанными фазами от угла а поворота ротора), приведенной на фиг. 2. При перемещении одной, например, левой линейки из исходного положения к правой линейке, находящейся в своем левой линейки увеличивается по кривой ОВ, которая при ограипчениом угле поворота ротора сельсина близка к прямой липии. При движеиии правой линейки к левой напряжение и сельсина правой линейки увеличиваются по кривой . В обидем случае при встречном обеих линеек сумма напряжений фаз их сельсинов нрн соприкосновении линеек в любой точке их пути иеремещения, например, на уровне оси любого калибра валков, не превышает максимального значения напряжения U любого из сельсинов, ограничиваемого максимальным утлом поворота его ротора, т. е. сумма указаииых напряжений есть величина иостоянная, не иревышающая ординаты О А (или ). При правке заготовки суммарное напряжение обоих сельсинов отличается от указанного максимального значения на величину Л Л01, пропорциональную ширине заготовки. При перемещении линеек для правки заготонки заданной ширины сумма указанных выпрямленных наирялсений обоих сельсинов также будет величиной постоянной, независимо от места встречи обеих линеек с заготовкой. Если включенные согласно выпрямленные напряжения обоих сельсинов включить встречно с источником 3 эталонного наирялсения и замкнуть день через управляющее реле 4, (ре ле может быть как контактным, так и бесконтактным), то до тех пор, пока линейки не подойдут к заготовке на такое расстояние, при котором необходимо снижать их скорость, реле 4 будет включенным. Как только Л11нейки достигнут заданного максимального расстояПИЯ меладу собой, разпость эталоииым нанрял ением и суммой напрял ений обоих еельсииов / умеиьшится до напряжения отнуска реле 4 и произойдет подача имиульса на тормол ение двигателя линеек до понил :енной скорости. Таким образом, если расстояиня мел(ду осями калибров валков или ширина самих калибров нримерно равны, то подача сигнала на тормолчение двигателя осуществляется одним из рассмотренных способов. Если как, например, у блюминга калибры валков существенно различны по ширине (фиг. 3), то для обеспечения автоматического тормолсения линеек ехема иесколько видоизменяется. Пусть левая линейка 5 находится у своего исходного полол ения, а правая линейка 6 долл-;на подойти к находящейся у иервого, т. е. наибольшего калибра а заготовке для ее иравки. В этом случае импульс на тормолсение правой линейки определяться размером калибра а, а сельсин правой лииейки повернуться на угол Да, соответствующий точке А (см. фиг. 3). Для того, чтобы обеспечить подачу импульса на торможение левой лииейкл не ранее, чем Если необходимо осуществить замедление соответствующпм образом прокатанной заготовки вблизи калибров б или в, то для новыШ2НИЯ точиости при подаче имиульса на замедление необходимо с помощью нелинейного э,емепта 7 (см. фиг. 1) осуществлять требующееся формирование характеристики сельсина (в нашем случае левой линейки), как, например, по кривой OCi. В частном случае, нелинейный элемент 7 может иредставлять собой опорное напряжение, так что характеристика левого сельсина определяется линией , п фаллельной линии ОВ. Во всех этих случаях сумма напрял ений на сельсине левой линейки. имеющем специально сформированную характеристику, и сельсине правой , имеющем постоянную характеристику ОМ, равна, например, иапряжению ерабатывания реле 4. С помощью предлагаемого устройства устраняется возможность возникновения аварийных режимов в случае нарушения технологических режимов работы мехаиизмов. Допустим, что широкая заготовка 8, соизмеримая с ширииой калибра а, соирикасается с находящейся у своего исходного полол ения правой линейкой и нерекрывает более узкие калибры б, в и г (это положение заготовки и лиаеек показано на фиг. 3 пуиктирными линиями). Если левая линейка начинает двигаться к правой, а характеристика сельсина левой люгейки сформпроваиа указанным выше образом, то импульс на замедление левой линейки произошел бы лишь по достилсеиии последнею калибра г. Так как иа пути движения левой линейки находится широкая заготовка, то произойдет удар двил ущейся с полной скоростью левой лииейки о заготовку и правую линейку. Для устранения указанного аварийного режима необходимо, чтобы ири наличии широкой заготовки у правой линейки сельсины левой лииейки имел характеристику 03. Поскольку заготовка может быть широкой только на первых пропусках, то разрешающий сигнал на иерев(эд сельсина левой линейки с характеристики ОВ, например, на характеристику ОСС осуществляется с помощью реле счета пропусков 9, включающего нелинейный элемент 7, либо необходимым образом изменяющего параметры иоследнего в соответствии с щириной заготовки перед очередным пропуском, независимо от размера калибра, перед которым находится заготовка. Предмет изобретения 1. Устройство для автоматического замедлеиия линеек манипулятора реверсивного обл ил1ного прокатного стана, включающее датчики перемещения линеек и исиолпительный элемент, срабатывающий при определенной сумме значений указанных датчиков, отличающееся тем, что, с целью иовышения надежности замедления лииеек при подходе их к заготовке независимо от ее ширины и месторасположения у различных калибров валков, в него введены выпрямители, источник эталонного напряжения и в качестве датчиков перемещения использованы сельсины, а в качестсе исполнительного элемента - реле, причем две фазы сельсинов через выпрямители, выходы которых включены между собой согласно, а с источником эталонного напряжения встречно, соединены с исполнительным реле.
2. Устройство по п. 1, отличающееся тем, что, с целью повышения точности и производительности работы при существенно отличающихся калибрах валков, последовательно с одним из сельсинов включен нелинейный элемент, формирующий необходимую характеристику сельсина.
3. Устройство по п. 2, отличающееся тем, что, с целью повышения четкости работы и исключения аварийных режимов при несоответствии размеров заготовки ее месторасположению перед калибром валков, ко входу нелинейного элемента иодключено реле счета пропусков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лыжеобразования слитка на реверсивном стане горячей прокатки с индивидуальным приводом валков | 1978 |
|
SU766688A2 |
| Устройство для автоматического задания скорости захвата металла в валки прокатного стана | 1976 |
|
SU565731A1 |
| Узел слежения и ограничения пути механизма в автоматической системе управления линейками манипуляторов блюминга | 1981 |
|
SU977079A1 |
| Способ управления линейками манипулятора реверсивного обжимного прокатного стана | 1972 |
|
SU456652A1 |
| Способ автоматического фиксирования положения линейками манипулятора | 1974 |
|
SU498052A1 |
| "Устройство для измерения скорости входа металла в клеть при при прокатке | 1975 |
|
SU563203A1 |
| Следящее устройство для регулирования ускорения и замедления реверсивного стана холодной прокатки | 1952 |
|
SU99004A1 |
| Устройство для измерения скорости входа металла в клеть при прокатке | 1972 |
|
SU438460A1 |
| Манипулятор-кантователь обжимного прокатного стана | 1982 |
|
SU1044368A1 |
| Способ винтовой прокатки труб | 1990 |
|
SU1787606A1 |

о #
JS
56
