Предлагаемый способ относится к области производства профилей методами обработки металлов давлением.
Известен способ изготовления ирофилей из высокопрочных полосовых заготовок методом осадки.
Предложенный способ отличается тем, что часть деформируемого участка заготовки со стороны приложения усилия в процессе деформации удерживают от бокового смещения. Это позволяет увеличить степень деформации при производстве профилей методом осадки.
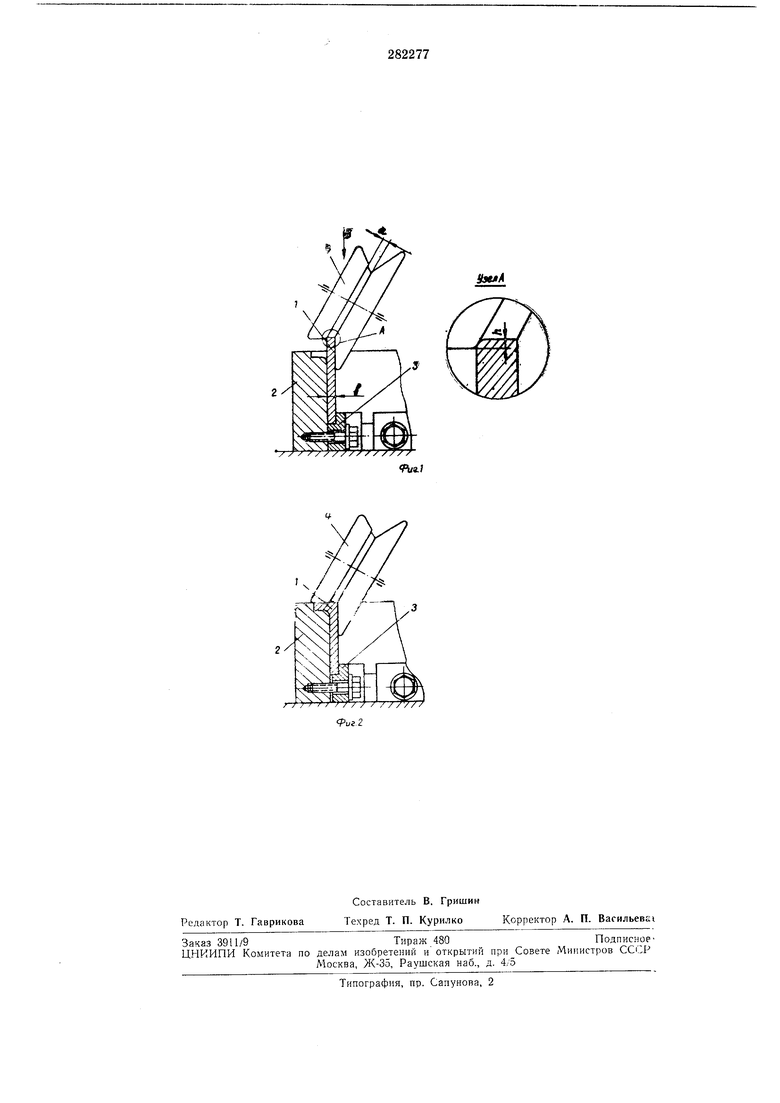
На фиг. 1 изображена схема изготовления профилей иредложенным способом в начальной стадии процесса; на фиг. 2 - схема в конечной стадии.
Заготовка / закрепляется в нриспособлении, содержащим матрицу 2 и зажим 3. Пуансон выполнен, например в виде ролика 4. Осадку осуществляют за один технологический переход непрерывного или ступенчатого осаживания заготовки, сообщая ролику подачу по стрелке Б, с истечением материала в конечную замкнутую нолость, образованную (например, при кольцевой заготовке детали) матрицей и роликом. При этом осадку можно вести при местном разупрочнении деформирующей заготовки путем нагрева (например индукционного). Для предотвращения пот ери устойчивости верхнюю часть деформи-руемой (на,п,ример кольцевой) заготовки в течение всего процесса деформации удерживают от бокового смещения с помощью канавки, сделанной на рабочей поверхиости ролика и имеющей щирииу а, близкую к толщине b заготовки, и глубину h не менее 0,1 Ъ.
При опускании ролика верхняя кромка разогретой кольцевой заготовки входит в канавку ролика и деформируется в ней. Пра этом осаживаемой части заготовки -придается необходимая устойчивость, иозволяющая палучать за один технологический переход детали как с большей, так и сколь угодно малой
постоянной или переменной Щ11риной фланца и иостояниой или переменной толщиной ce4es ния .профиля в любых (поиеречном пли прадольном) направлениях и полностью исклю.чать появление зажимов с внутренней радиусной галтели фланца.
Предмет изобретения
Способ изготовления профилей из высоко прочных полосовых заготовок методом осадки, отличающийся тем, что, с целью велич; ния степени деформации, часть деформируе-мого участка заготовки со стороны приложе-ния усилия в процессе деформации удержавают от бокового смещення.
2/
УзвлЛ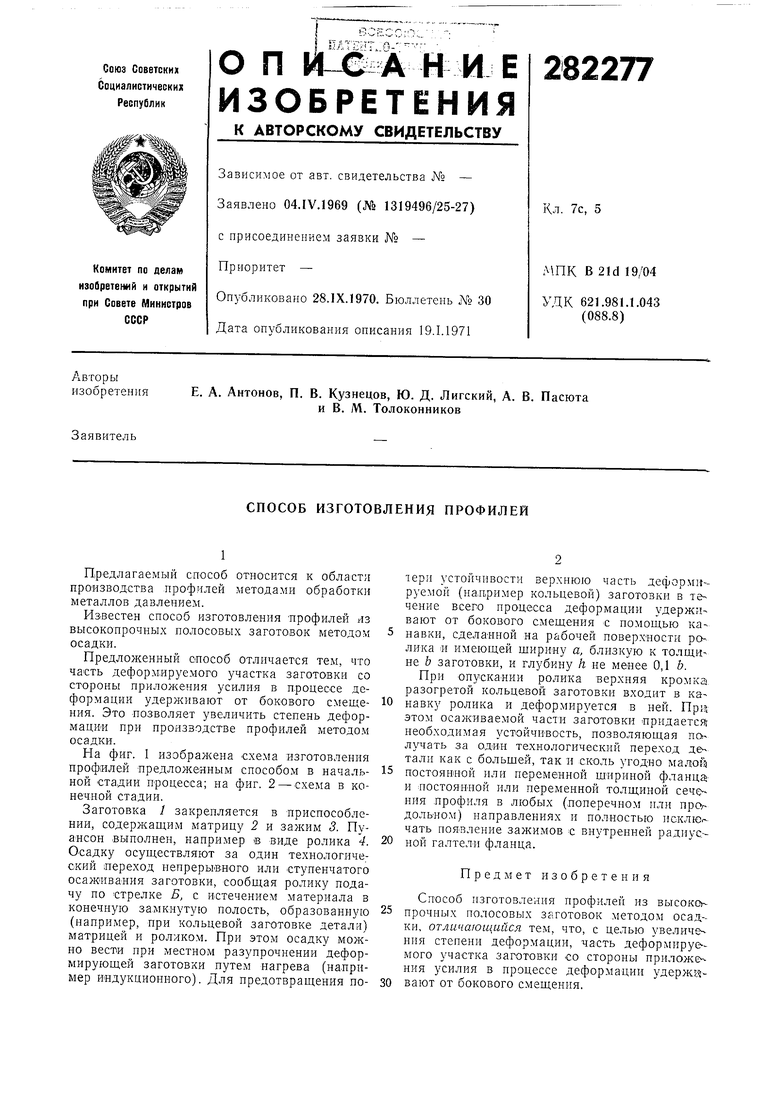
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПОДНУТРЕНИЕМ ТИПА "ТРАКТОРНЫЙ КАТОК" | 2014 |
|
RU2574909C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК С ПЕРИОДИЧЕСКИМ ПРОФИЛЕМ БОЛЬШОГО ДИАМЕТРА | 2009 |
|
RU2426618C1 |
| "Способ изготовления профилей из полосовых заготовок | 1978 |
|
SU774682A1 |
| Способ выдавливания стержневых деталей | 1985 |
|
SU1310058A1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2009 |
|
RU2420367C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2119842C1 |
| Способ формообразования листовых профилей и устройство для его осуществления | 1982 |
|
SU1049138A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОЛИСТОВЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ПОЛОСОВОГО ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2693707C1 |
| Способ получения осесимметричных заготовок и устройство для его осуществления | 1984 |
|
SU1281329A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |