Известна установка для нанесения на трубу теплоизоляции из жестких масс типа легкого бетона, содержащая шпековое устройство с бункером, вращающимися бобинал1И для обмоточной ленты и вращающимися щетками. Эту установку необходимо останавливать для снятия изолированной трубы и подачи новой трубы, что ведет к снижению производительности.
Цель настоящего изобретения - обеспечение ненрерывности цикла формования и новышення производительности а также обеспечение центровки изолируемой трубы. Достигается это тем, что шнековое устройство смонтировано на подвижной тележке, установленной на замкнутых направляющих конвейера с приводной цепью, причем между направляющими прямых участков конвейера закреплены вертикально перемещаемые стойки для труб.
С целью удержания изолируемой трубы в соосном со шнековым устройством положении и предупреждения проворота, стойки для труб выполнены с установленными в направляющих вилками, между зубьями которых расположена приводпая цепь. На каждом зубе укреплена сменная опорная подушка, причем на опорных подушках крайних стоек установлены захваты для труб.
ством, последнее смонтировано на тележке с помощью амортизаторов.
Для нанесения на трубу праймера шнековое устройство имеет подогреваемый бачок с подающим патрубком, а с целью обеспечения прохода тележки на кривых участках направляющих колеса тележки выполнены с возможностью поворота в горизонтальной плоскости.
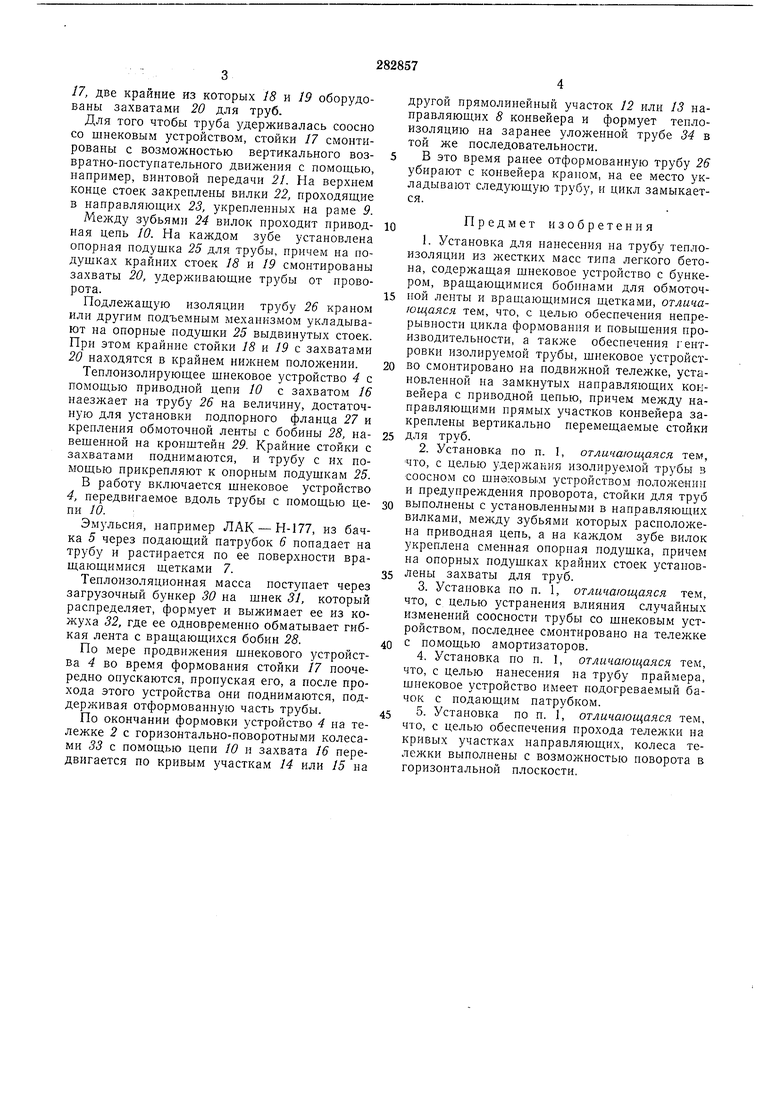
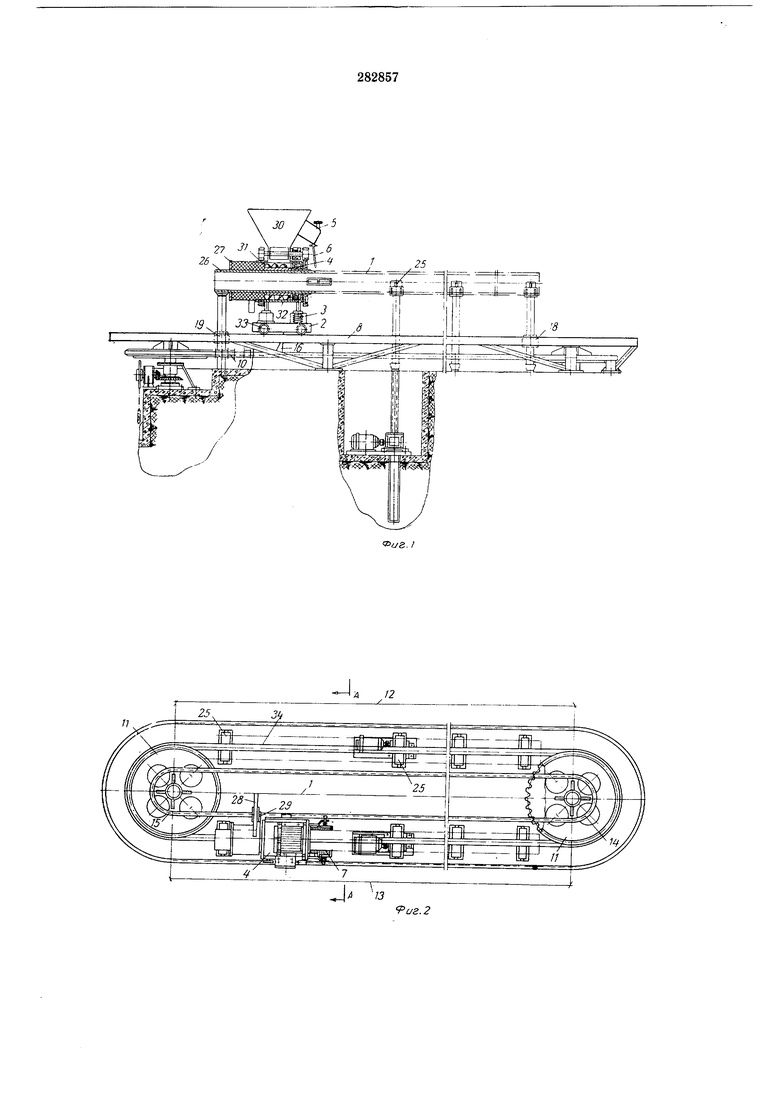
На фиг. 1 изображена предложенная установка, вид спереди; на фиг. 2 - то же, вид в плане; на фиг. 3 - то , вид сбоку.
Установка содержит конвейер / с подвижной тележкой 2, па которую с помощью амортизаторов 3 установлено шнековое устройство 4 для формования массы.
Для одновременного праймирования трубы шнековое устройство снабжено подогреваемым бачком 5 с подающим патрубком 6 и вращающимися растирающими щетками 7.
Между замкнутыми направляющими 8 рамы 9 конвейера проходит цепь 10, приводимая в действие с помощью двух звездочек //, одна из которых приводная. Прямолинейные участки 12 и 13 конвейера соединены кривыми участками 14 и 15.
17, две крайние из которых 18 и 19 оборудованы захватами 20 для труб.
Для того чтобы труба задерживалась соосно со шнековым устройством, стойки 17 смонтированы с возможностью вертикального возвратно-поступательного движения с помощью, например, винтовой передачи 21. На верхнем конце стоек закреплены вилки 22, проходящие в направляющих 23, укрепленных на раме 9. Между зубьями 24 вилок проходит приводная цепь 10. На каждом зубе установлена опорная подущка 25 для трубы, причем на подушках крайних стоек 18 и 19 смонтированы захваты 20, удерживающие трубы от проворота.
Подлежащую изоляции трубу 26 краном или другим подъемным механизмом укладывают на опорные нодущки 25 выдвинутых стоек. Нри этом крайние стойки 18 к. 19 с. захватами 20 находятся в крайнем нижнем положении.
Теплоизолирующее щнековое устройство 4 с помощью приводной цепи 10 с захватом 16 наезжает на трубу 26 на величину, достаточную для установки подпорного фланца 27 и крепления обмоточной ленты с бобины 28, навещенной на кронщтейн 29. Крайние стойки с захватами поднимаются, и трубу с их помощью прикрепляют к опорным подушкам 25. В работу включается щнековое устройство 4, передвигаемое вдоль трубы с помощью цени 10.
Эмульсия, например ЛАК - Н-177, из бачка 5 через подающий патрубок 6 попадает на трубу и растирается по ее поверхности вращающимися щетками 7.
Теплоизоляционная масса поступает через загрузочный бункер 30 на щнек 31, который распределяет, формует и выжимает ее из кожуха 32, где ее одновременно обматывает гибкая лента с вращающихся бобин 28.
Но мере продвижения шнекового устройства 4 во время формования стойки 17 поочередно опускаются, пропуская его, а после прохода этого устройства они поднимаются, поддерживая отформованную часть трубы.
Но окончании формовки устройство 4 на тележке 2 с горизонтально-поворотными колесами 33 с помощью цепи 10 и захвата 16 передвигается по кривым участкам 14 или 15 на
другой прямолинейный участок 12 или 13 направляющих 8 конвейера и формует теплоизоляцию на заранее уложенной трубе 34 в той же последовательности. В это время ранее отформованную трубу 26 убирают с конвейера крапом, на ее место укладывают следующую трубу, и цикл замыкается.
Нредмет изобретения
1.Установка для нанесения на трубу теплоизоляции из жестких масс типа легкого бетона, содержащая щнековое устройство с бункером, вращающимися бобинами для обмоточ5 пой лепты и вращающимися щетками, отличающаяся, тем, что, с целью обеспечения непрерывности цикла формования и повыщения производительности, а также обеспечения гентровки изолируемой трубы, щнековое устройство смонтировано на подвижной тележке, установленной на замкнутых направляющих коивейера с приводной цепью, причем между направляющими прямых участков конвейера закреплены вертикально перемещаемые стойки
5 для труб.
2.Установка по п. 1, отличающаяся тем, что, с целью удержания изолируемой трубы в соосном со щнаковььм устройством положении и предупреждения проворота, стойки для труб
0 выполнены с установленными в направляющих вилками, между зубьями которых расположена приводная цепь, а на каждом зубе вилок укреплена сменная опорная подушка, причем на опорных подущках крайних стоек установ5 лены захваты для труб.
3.Установка но п. 1, отличающаяся тем, что, с целью устранения влияния случайных изменений соосности трубы со щнековым устройством, последнее смонтировано на тележке
40 с помощью амортизаторов.
4.Установка по п. 1, отличающаяся тем, что, с целью нанесения на трубу нраймера, щнековое устройство имеет подогреваемый бачок с подающим патрубком.
45 5. Установка по и. 1, отличающаяся тем, что, с целью обеспечения прохода тележки на кривых участках направляющих, колеса тележки выполнены с возможностью поворота в горизоитальной плоскости.
J А 12 /
4 -А
20
fuZ-J
