Вулканизационные установки роторного типа известны. В этих установках осуществляется вулканизация формовых резино-технических изделий, а для получения резиновой обуви они не пригодны.
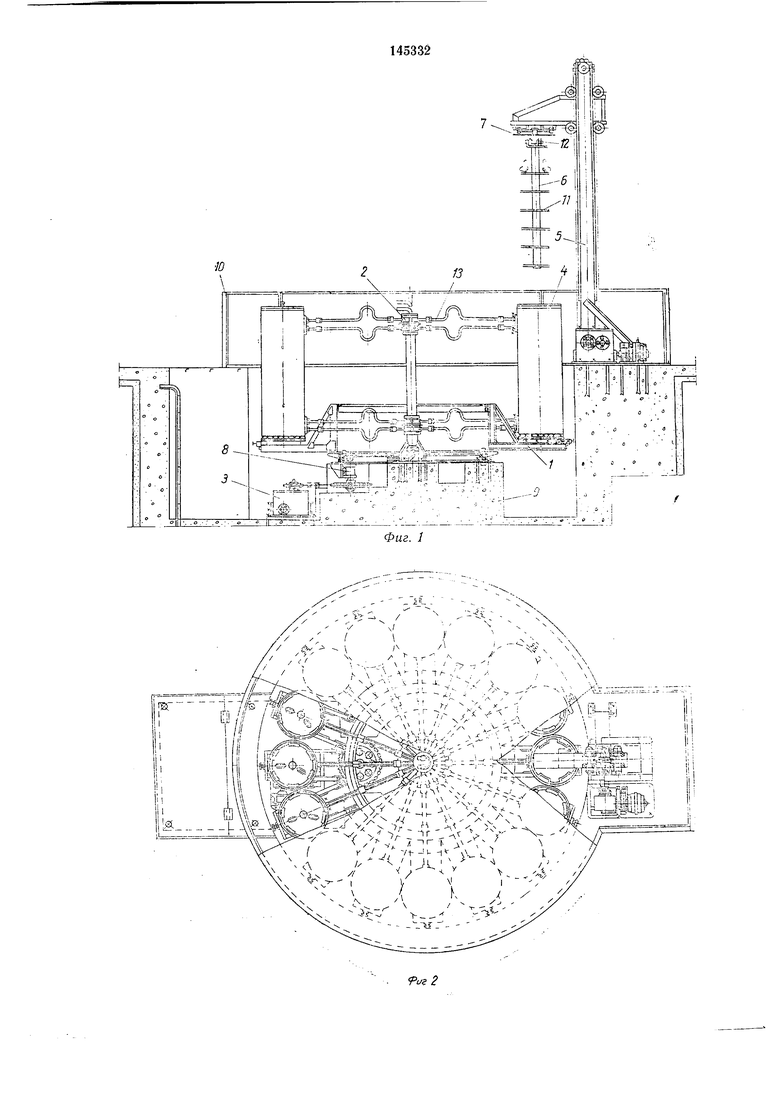
Предлагаемое устройство для вулканизации резиновой обуви в воздушной среде отличается от известных тем, что, с целью автоматизации вулканизационного процесса, механический манипулятор выполнен в виде вертикальной направляющей, на которой применена подвижная каретка, связанная с крышкой автоклава и синхронизированная с пневматическим толкателем, расположенным в верхней части направляющей и предназначенным для перемещения контейнера с сырыми заготовками от технологического транспортера к зажиму крыщки автоклава, несущей контейнер с вулканизованными изделиями, перемещаемыми в момент загрузки на отводящую ветвь транспортера. На фиг. 1 показана схема предлагаемого устройства; на фиг. 2 - то же, в плане.
Устройство состоит из следующих основных узлов: сварного основания (ротора 1), кругового паро- и воздухораспределителя 2, привода 3, 16 автоклавных камер 4 и подъемника (механического манипулятора) 5.
Устройство вписывается в конвейер технологического процесса изготовления резиновой обуви между конечной операцией до вулканизации и складом готовой продукции.
По монорельсовому пути движутся с помощью пульсирующего толкающего конвейера контейнеры 6 и, когда они проходят под участко.м сборки обуви, их заполняют готовой для вулканизации обувью на колодках, и далее
они продвигаются к устройству. Над позицией загрузки .монорельсовый путь прерывается на величину крышки автоклавной .камеры. Толкающий конвейер, подводя груженый контейнер к позиции загрузки, поворачивает свой
иуть в сторону натяжной станции, выходит из зацепления с контейнером, оставляя его в фиксированном положении и при этом включает «на подъем подъемник 5, который, находясь в нижнем положении, роликовы.ми упорами уже отвернул байонетный замок крышки 7 автоклавной камеры (открыл крышку за счет движения карусели) и захватом удерживает эту крышку. При движении «на подъем подъемник но направляющим движется .в верхнее
положение, унося с собой крышку 7, на нижней стороне которой укреплен отрезок монорельса размером, равным разрыву монорельса конвейера. Поднявшись в крайнее верхнее положение, разрыв монорельса конвейера и, вынося на себе контейнер с вулканизированной обувью, в.ключает пневматический .перегружатель (на чертеже не показан), выталкивает из-под крышки контейнер с готовой обувью на складскую ветвь монорельсового пути и одновременно переталкивает очередной контейнер с подготовленной к вулканизации обувью .под крышку на фиксатор. Затем пневматический перегружатель включает подъемник на движение «вниз, при котором контейнер загружается в камеру, и последняя закрывается крышкой. После этого подъемник .включает ротор 1 «на вращение, и последний поворачивается на Vie оборота, и вновь останавливается, выводя из-под подъемника загруженную камеру, подставляя под загрузку и разгрузку следующую камеру. Во время вращения ротора крышка камеры посредством роликового упора поворачивается на 30°, запираясь при этом на байонетный замок. С этой ;позиции в камеру из кругового паровоздушного распределителя 2 поступает сжатый воздух, а по змеевику, заключенному в камеру, циркулирует пар. В камере поддерживается давление 3 KZCJCM и температура .145°С. Процесс вулканизации осуществляется во время вращения ротора на /ю полного оборота. На позиции, предшествующей разгрузке, подача воздуха в камеру прекращается, а имеющееся там давление понижается до нормального путем выпуска во.здуха через распределитель 2. Во избежание теплойых потерь на нагрев камеры паровой обогрев ее не прекращается. Ротор, повернувшись на Vie оборота, включает толкающий конвейер «вперед, который посредством однооборотной муфты двил :ется на один шаг, подводит очередной груженый контейнер к перегружателю, а в это время часть цепи, обогнувшая натяжную станцию, приближается снова к монорельсовому пути со стороны складского участка и уводит в направлении склада готовой продукции контейнер, .выгруженный из автоклава, освободив место для очередной выгрузки. Затем цикл повторяется. Привод 3 установки рассчитан на две скорости вращения через вариатор для циклов с продолл ительностью вулканизации 30 и 45 мин. В качестве основания для ротора и вращения его с точностью, какую требует устройство, использован танковый погон 8, представляющий собой большой двухрядный радиально-упорный подшипник, позволяющий с большой точностью и легкостью вращать устройство. Верхняя половина погона имеет зубчатый венец внутреннего зацепления с числом зубьев 372, который используется для передачи вращения закрепленного на нем ротора. Устройство смонтировано на бетонной подушке 9 внутри приямка и вокруг имеет ограждение 10. Привод устройства с двумя электродвигателями общей мощностью 2,7 кет. Контейнер 6 представляет собой трубу длиной 1,8 м со сменными дисками 11 четырех типов, позволяющими размещать на них в основном все артикулы резиновой обуви. Труба контейнера верхним концом надевается на хвостовик тележки 12 и фиксируется шпилькой с предохранителем от выдвигания. Тележки постоянно находятся на монорельсе и через рычаг-иоводок находятся в зацеплении с толкающим конвейером. Паро-воздухораспределитель 2 расположен в центре устройства и несет на себе четыре распределительных кольца 13 для подвода к автоклавным камерам 4 и отвода от них сжатого воздуха и пара. Пред.мет изобретения Устройство роторного типа для вулканизации резиновой обуви в воздушной среде, состоящее из ротора периодического движения, снабженного центральным паровоздушным распределителем, связанным с вертикальными автоклавами, расположенными по периметру ротора, агрегированного с механическим манипулятором, осуществляющим загрузку и выгрузку изделий, отличающееся тем, что с целью автоматизации вулканизационного процесса механический манитулятор выполнен в виде вертикальной направляющей, на которой применена подвижная каретка, связанная с крыщкой автоклава и синхронизированная с пневматическим толкателем, расположенным в верхней части направляющей к предназначенным для перемещения контейнера с сырыми заготовками от технологического транспортера к зажиму крышки автоклава, несущей контейнер с вулканизованными изделиями, перемещаемыми в момент загрузки на отводящую ветвь транспортера.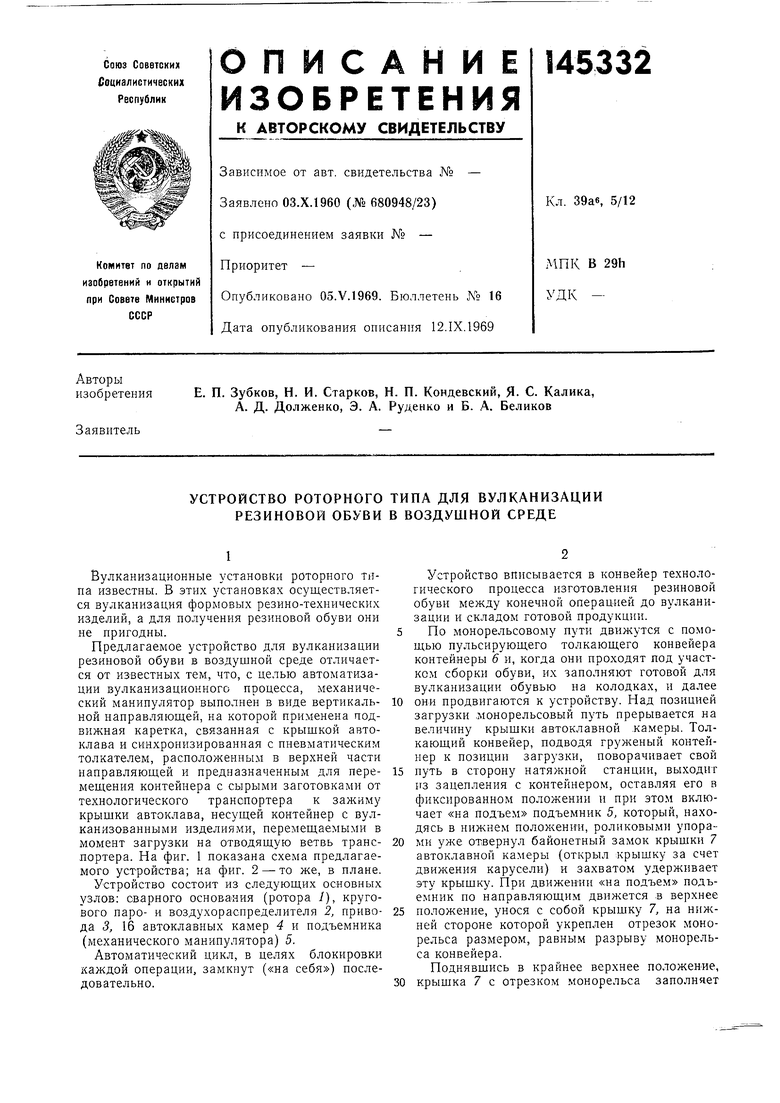
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство для пропаривания свежеформованных строительных изделий | 1991 |
|
SU1827350A1 |
| УСТРОЙСТВО для ПЕРЕЗАРЯДКИ УСТАНОВЛЕННЫХ В РЯД ВУЛКАНИЗАЦИОННЫХ АВТОКЛАВОВ СО СЪЕМНЫМИ | 1973 |
|
SU395276A1 |
| Установка для вулканизации резиновой обуви | 1982 |
|
SU1161406A1 |
| Способ вулканизации покрышек пневматических шин и устройство для его осуществления | 1981 |
|
SU1133112A1 |
| Автоматизированная установка для вулканизации заготовок резиновой обуви | 1976 |
|
SU565835A2 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ГОРОДСКОЙ КОМПЛЕКС И АВТОМАТИЗИРОВАННАЯ ПОДЗЕМНАЯ СИСТЕМА АДРЕСНОЙ ДОСТАВКИ ГРУЗОВ | 2013 |
|
RU2526202C1 |
| СТОПОЧНЫЙ ВУЛКАНИЗАТОР | 1967 |
|
SU203202A1 |
| ПОДВЕСНОЙ ПЕРЕГРУЖАТЕЛЬ | 1972 |
|
SU420794A1 |
| Поточная линия для изготовления электродов | 1976 |
|
SU618229A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ очистки ДЕТАЛЕЙ | 1973 |
|
SU375326A1 |