Изобретение относится к области металлообработки, в частности к штамповке деталейвырубкой с нагревом.
По авт. св. N° 222319 известен способ штамповки деталей из электропроводного материала с разогревом материала по вырубаемому контуру путем пропускания через этот контур импульса тока, возникающего . в электрической цепи, образуемой при зажатии заготовки между пуансоном и матрицей и замкнутой на прерыватель. Недостаток такого способа заключается в том, что в процессе вырубки не ограничивают длительности пропускания импульса тока. Это приводит к дополнительному нагреву вырубаемой детали и кромок инструмента. Кроме того, при прохождении пуансоном толш;ины материала возможно короткое замыкание пуансона с матрицей, что приводит к выходу из строя инструмента.
Цель изобретения - уменьшение дополнительного нагрева контура вырубаемой детали и кромок инструмента, а также исключение возможности короткого замыкания пуансона с матрицей в процессе вырубки. Это достигается тем, что ограничивают длительность пропускания импульса тока моментом отделения вырубаемой детали, для чего в цепь запуска игнитрона включают регулятор времени, например электронный терморегулятор времени.
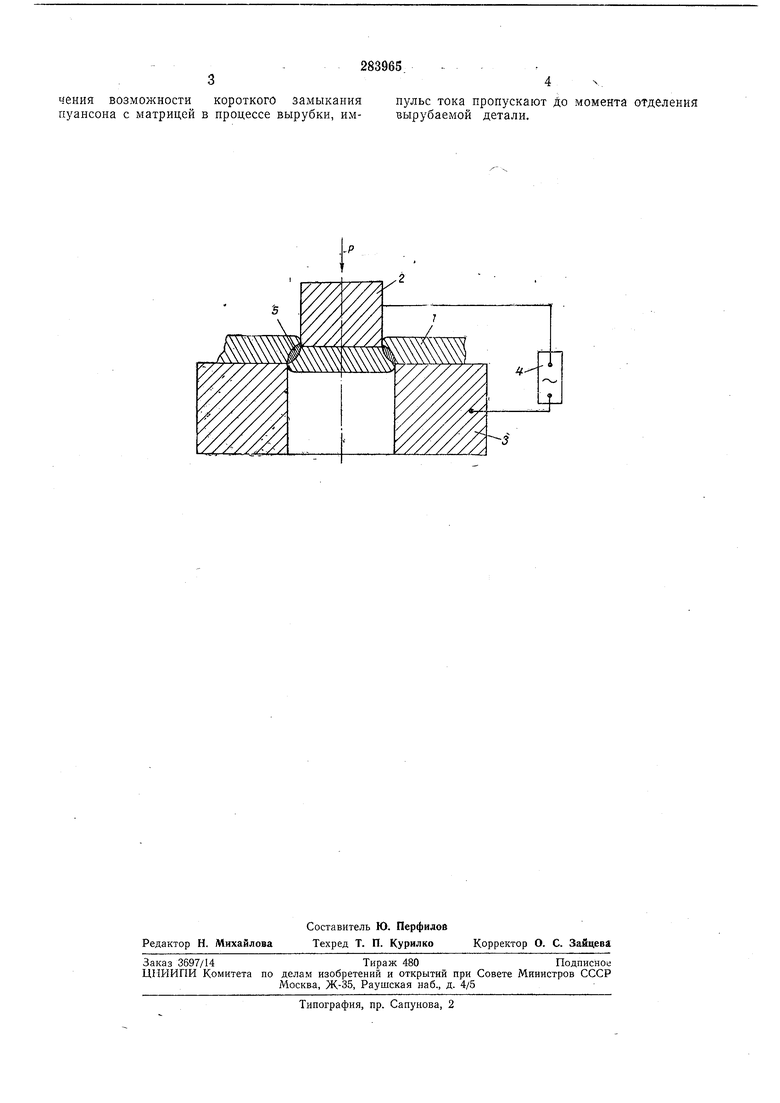
Предлагаемый способ поясняется чертежом. Заготовка / устанавливается между пуансоном 2 и матрицей 3 и усилием Р плотно зажимается менаду ними. В цепь запуска игнитрона включен регулятор 4 времени, с помощью которого задается величина импульса тока, подаваемого в момент начала вырубки на предварительно замкнутую цепь, образованную при зажатии заготовки между пуансоном, и
матрицей, и разогревающего заготовку в зоне 5.
Величина импульса тока задается настройкой регулятора времени таким образом, что время прохождения импульса тока не превыutaei момента отделения детали. Время, необходимое для начала отделения детали, меньше времени прохождения пуансоном толщины заготовки. Поэтому исключается дополнительный нагрев вырубаемой детали и кромок инструмента, а также возможность короткого замыкания пуансона с матрицей.
Предмет изобретения
25
Способ щтамповки деталейиз электропроводного материала по авт. cB.jY 222319, отличаюш.ийся тем, что, с целью уменьшения дополнительного нагрева контура вырубаемой детали и кромок инструмента, а исклю34X
чения возможности короткого замыкания пульс тока пропускают до момента отделения пуансона с матрицей в процессе вырубки, им- вырубаемой детали.
283965 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ИЗМАТЕРИАЛА | 1968 |
|
SU222319A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2230621C2 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ С ОБЖИМКОЙ | 2008 |
|
RU2409444C2 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294809C1 |
| Устройство для многорядной малоотходной штамповки деталей без междетальных перемычек из листового материала | 1974 |
|
SU1041193A1 |
| Устройство для импульсной штамповки особо тонколистовых материалов | 2023 |
|
RU2833305C1 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| Шиповая пластина и способ ее получения | 1982 |
|
SU1269747A3 |
| Способ эксплуатации штампов для вырубки-пробивки | 1984 |
|
SU1310072A1 |
| Штамп последовательного действия | 1988 |
|
SU1581423A1 |