Изобретение относится к области изготовления упругих чувствительных элементов глубинных манометров и манометрических термометров.
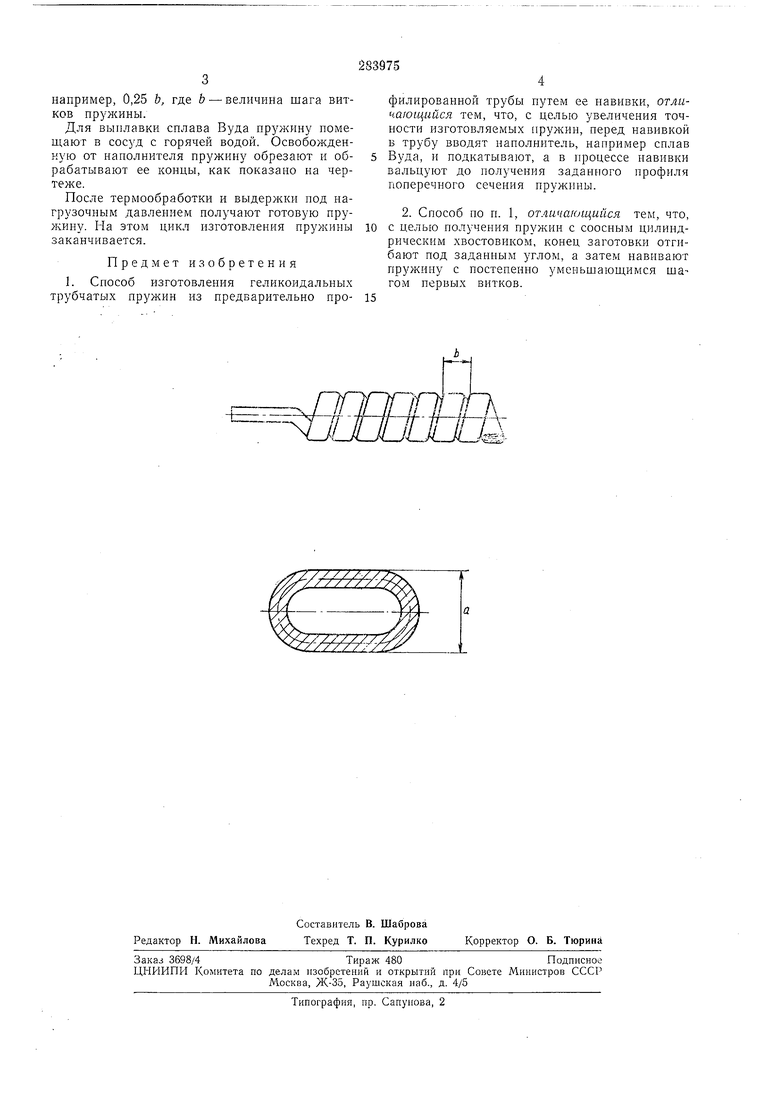
Известен способ изготовления трубчатых нружин, заключающийся в том, что трубчатую заготовку предварительно профилируют, а затем навивают пружину с заданным шагом. Иедостатки такого способа изготовления трубчатых нружин заключаются в невозможности получения профилей с малым отношением полуосей поперечного сечения, а также в невозможности формования илоскоовального нрофиля поперечного сечения пружин.
Предложенный способ изготовления пружин позволяет устранить указанные недостатки за счет того, что иеред навивкой в трубу вводят наполнитель, например сплав Вуда, и иодкатывают, а в процессе навивки вальцуют до получения заданного нрофиля поперечного сечения пружины.
Для получения нружнн с соосным цилиндрическим хвостовиком конец заготовки отгибают под заданным углом, а затем навивают иружину с постепенно уменьшающимся шагом первых витков.
Предварительно профнлироваииую трубузаготовку заполняют наполнителем, например сплавом Вуда. Этот сплав является наиболее подходящим для заполнения, так как он легкоплавкий, достаточно пластичный и твердый в холодном состоянии, не реагирует с металлом трубы-заготовкн. После наполнения трубу-заготовку иодкатывают на двух валковых вальцах до толщины, равной 1,05 а, где а - размер малой осн поиеречного сечения пружины. Подкатку нронзводят за несколько проходов.
Цилиндрический хвостовик трубы-заготовкн отгибают при помощи разрезной втулки.
Пружину навивают на токарно-винторезном станке при помощи навивочного приспособления и специальной навнвочной оправки. Навнвочная оправка имеет продольный паз для хвостовика трубы-заготовки и профилированиую поверхность для плавного иерехода хвостовика в навиваемую часть пружипы.
Для того чтобы место перехода хвостовика в сплющенную часть трубы-заготовки прилегяло к профилированпой поверхностн онравки, навивку первых витков пружины нроизводят с переменным щагом нрн малых оборотах щпинделя.
например, 0,25 b, где b - величина шага витков прулсины.
Для выплавки сплава Вуда пружину помещают в сосуд с горячей водой. Освобожденную от наполнителя пружину обрезают и обрабатывают ее концы, как показано на чертеже.
После тер1мообработки и выдержки под нагрузочным давлением получают готовую пружипу. На этом цикл изготовления пружипы заканчивается.
Предмет изобретения
1. Способ изготовления геликоидальиых трубчатых пружин из предварительно профилированной трубы путем ее навивки, отличающийся тем, что, с целью увеличения точности изготовляемых пружин, перед навивкой в трубу вводят наполнитель, например сплав Вуда, и подкатывают, а в процессе павивки вальцуют до получения заданного профиля поперечного сечения пружины.
2. Способ по п. 1, отличающийся тем, что, с целью получепия пружии с соосным цилиндрическим хвостовиком, конец заготовки отгибают под заданным углом, а затем навивают пружину с постепенно уменьшающимся шагом нервых витков.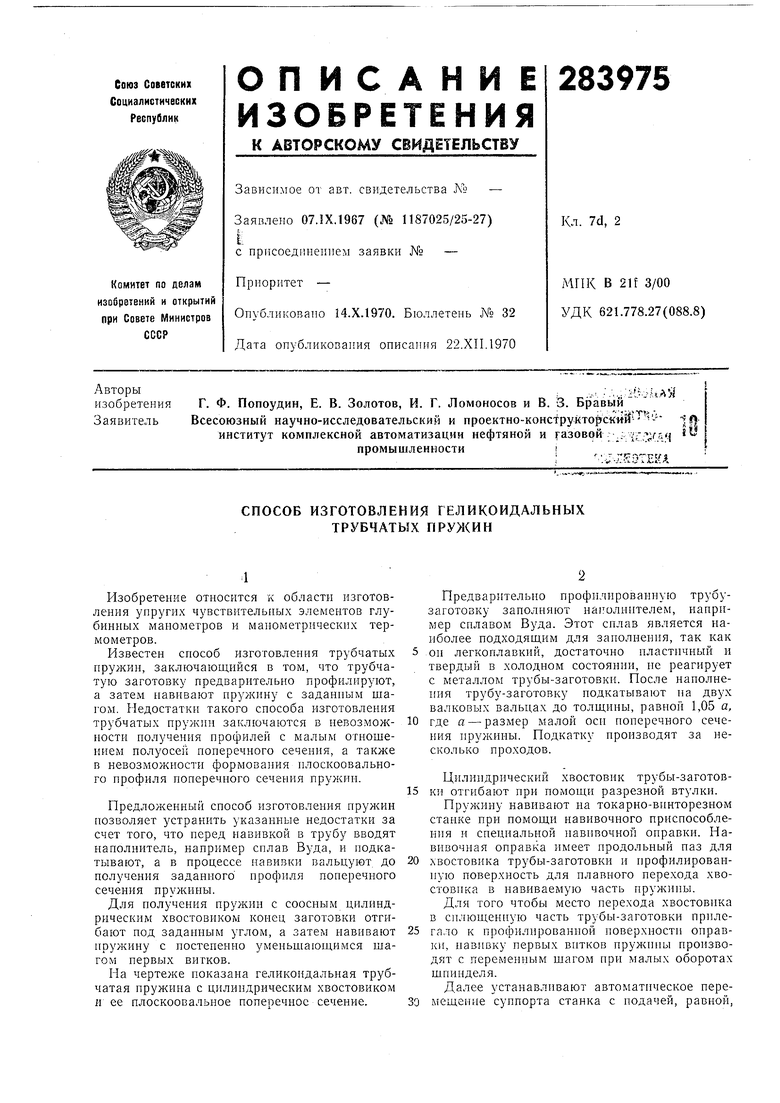
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для горячей навивки пружин из мерных заготовок | 1977 |
|
SU695745A1 |
| Способ навивки на сетконавивальных станках сеток для приемно-усилительных радиоламп и устройство для осуществления способа | 1955 |
|
SU114089A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБОК ИЗ ФТОРОПЛАСТА | 1973 |
|
SU376248A1 |
| Станок для горячей навивки пружин кручения | 1985 |
|
SU1282948A1 |
| ВИТАЯ ОБОЛОЧКА С УСИЛЕНИЕМ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2756187C2 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ПРУЖИН с ПРОТИВОПОЛОЖНО НАПРАВЛЕННЫМИ ВЕТВЯМИ | 1973 |
|
SU364376A1 |
| Способ В.В.Головина навивки пружин | 1980 |
|
SU933165A1 |
| Устройство для горячей навивки жестких винтовых деталей и пружин | 1984 |
|
SU1234015A1 |
| Способ изготовления гофрированных трубок | 1976 |
|
SU674342A1 |
| АГРЕГАТ ДЛЯ НАВИВКИ ПРУЖИН | 1993 |
|
RU2057611C1 |
