Изобретеиие относится к устройствам для вертикальной сварки и для формирования многослойного шва кольцевых и прямолинейных стыков.
Известно устройство для формиров- ния наружной поверхности шва нри его выполнении за один проход. Однако это устройство не позволяет получать при вертикальной сварке многослойные швы.
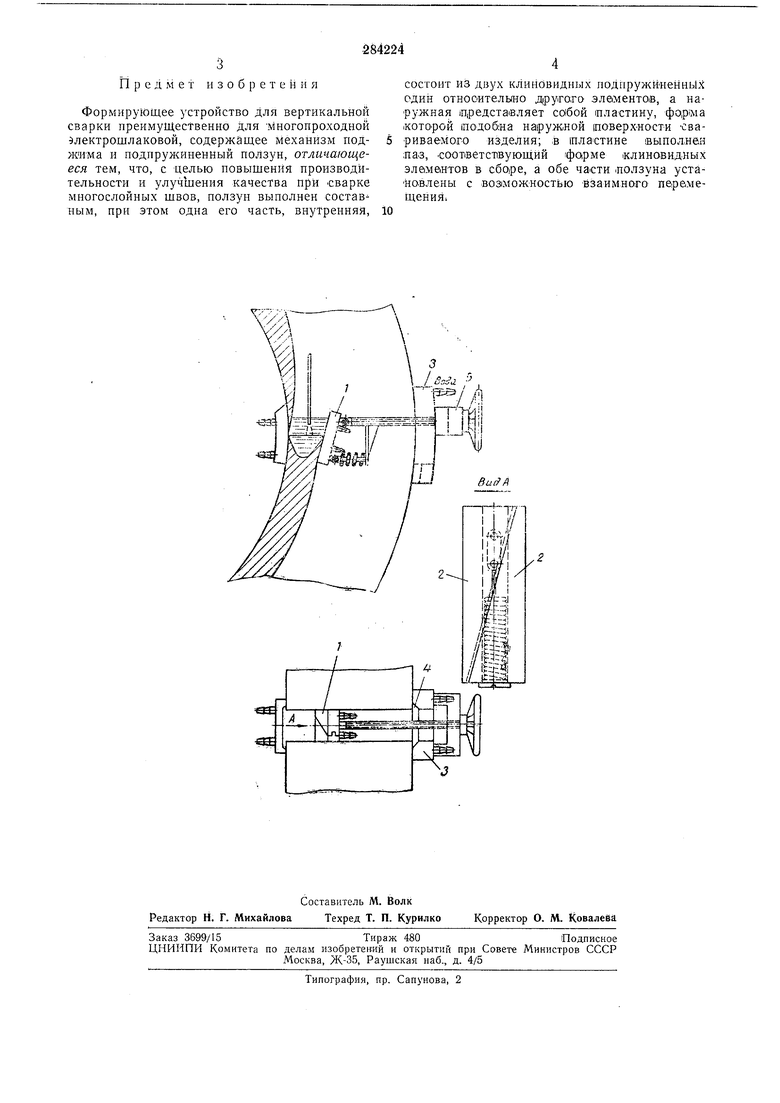
Предлагаемое разъемиое формируюш.ее устройство -позволяет получать многослойные швы ири сварке как кольцевых, так и прямолинейных швов. Достигается это тем, что его ползун выполнен составным, при этом одна его часть, внутренняя, состоит из двух клиновидных подпружиненных друг относительно друга элементов, а другая часгь, наружная, представляет собой пластину, фо.рма которой подобна наружной поверхности свариваемого изделия. В пластине выполнен паз, соответствуюш,ий форме клииовидных элементов в сборе, а обе части ползуна установлены с возможностью еремеш,ения друг относительно друга.
На чертеже представлено описываемое устройство.
Внутренняя часть 1 устройства состоит из двух клиновидных подпружиненных элементов 2, а наружная 3 представляет собой пластину, форма которой подобна наружной поверхности свариваемого изделия. В пластине выполнен паз 4 для внутренней части устройства. Обе части соединены между собой нри помош,и резьбового .механизма 5.
Оба клиновидных элемента части У и часть 3 выполнены из меди и охлаждаются проточной водой.
Работа устройства при сварке, например, кольцевого шва, заключается в следуюш,ем.
В зазор между кромками свариваемого изделия вводится часть /, которую фиксируют
на требуемом расстоянии от внешней части
за счет резьбовой штанги, совмещенной с
частью устройства.
Внешняя часть имеет кривизну наружного диаметра цилиндрического изделия и перемеш,ается снаружи по свариваемым кромкам как обычный ползун, прилшмаемый к поверхности изделия за счет пружииной подвески.
Сварка осуществляется обычным образом. Для обеспечения непрерывности процесса при заполнении всей толщины стыка начало первого слоя заранее подрезается -клиинообразным образом, а -внутренняя часть по мере приближения к началу первого слоя отводится на величину следующего слоя. Таким образом, происходит как бы наматывание слоя на слой. После заполнения всего стыка внутренняя часть вводится во внешнюю на величину требуемого усилия и производится наложение иоследиего выступающего слоя.
3 Предмет изобретения
Формирующее устройство для вертикальной сварки преимущественно для многопроходной лектрошлаковой, содержащее механизм поджИма и подпружиненный ползун, отличающееся тем, что, с целью повышения производительности и улучшения качества при сварке многослойных швов, ползун выполнен составным, при этом одна его часть, внутренняя.
284224
состоит из двух клиновидных подиружИНеннЫх один отнооителыно j pyroro элементов, а наружная щредстажляет собой пластину, фо,р|Ма (Которой подобна наружной поверхности свариваемого изделия; в пластине выполнен лаз, .соот1ветст1вуюЩйй форме клиновидных эламбнтов в сбо/ре, а обе части ползуна установлены с воз1можностью взаимного перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Формирующее устройство для сварки вертикальных швов | 1980 |
|
SU1039679A1 |
| Формирующее устройство для многопроходной электрошлаковой сварки | 1988 |
|
SU1606289A1 |
| Способ автоматической сварки под флюсом в потолочном положении и устройство для его осуществления | 1988 |
|
SU1673338A2 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Формирующий фигурный ползун для электрошлаковой сварки двухслойных сталей | 1978 |
|
SU766792A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШВОВ ПРИ СВАРКЕ ПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ | 1991 |
|
RU2022748C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2010 |
|
RU2425744C1 |
| Устройство для сборки и сварки кольцевых стыков с формированием обратной стороны шва | 1984 |
|
SU1235688A1 |
| Способ изготовления сварных стыковых соединений многослойных тонкостенных конструкций звукопоглощающих панелей | 2022 |
|
RU2803617C1 |
| Устройство для формирования обратной стороны сварного шва | 1988 |
|
SU1539034A1 |
Т
fej.i - , ,1
