Изобретение относится к изготовлению железо-бетонных изделий в кассетных формах.
Известны установки, включающие раму с направляющими для перемещения посредством привода формовочно-тепловых отсеков, механизм сборки отсеков, формующее устройство, механизмы распалубки, чистки и смазки отсеков и устройство для укладки арматурных каркасов. К недостаткам таких установок относятся отсутствие принудительного ритма е технологии, недостаточная автоматизация и механизация процесса, большие производственные площади, большая металлоемкость кассетных форм и др.
Цель изобретения - повышение производительности и уменьш ение металлоемкости и производствевных площадей. Достигается это тем, что за фармующим устройством смонтирован кантователь с приводом перевода формовочно-тепловых отсеков из вертикального положения в горизонтальное, а за устройством для установки арматурных каркасов-кантователь с приводом перевода отсеков из наклонного положения в вертикальиое. Кроме того, для обеспечения передвижения формовочно-тепловых отсеков в горизонтальном и вертикальном направлениях каждый отсек снабжен четырьмя катками.
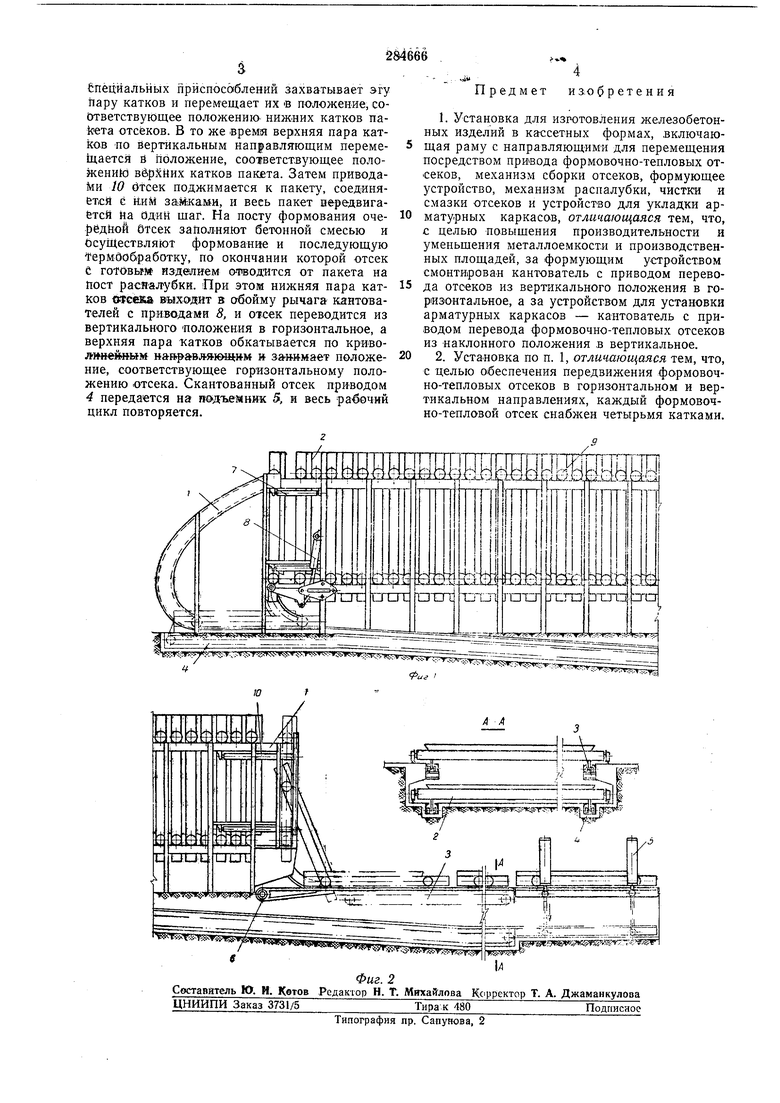
ми для перемещения формовочно-тепловых отсеков 2 по технологическим постам посредством привода 3. Под пакетом отсеков смонтирован привод 4 для передвижения отсека на
подъемник 5. На входе отсека в пакет расположен кантователь с приводом 6 для перевода отсека из наклонного положения в вертикальное. За формующим устройством расположены четыре привода распалубки 7 и кантователи
с приводами 8 кантовання. отсека из вертикального положения в горизонтальное. Каждый отсек снабжен четырьмя катками 9 но два с каждой стороны, устройством для тепловой обработки и бортооснасткой. Над кантователем с приводом 6 расположены четыре привода 10 сборки пакета. Установка работает следующим образом.
Подъемник 5 подает формовочно-тепловой отсек в верхнее положение, а привод 3 перемещает его по постам чнстки, переналадки, смазки н установки арматурных каркасов. После установки каркасов -арнвод 3 перемещает отсек в наклонное положение. Это достигается благодаря наличию криволинейных нанравляющих, по которым катится передняя пара катков формовочно-теплового отсека. Как только задняя пара катков достигает определенного положения, срабатывает кантователь с приводом 6, которьш при помощи
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления железобетонных изделий в кассетных формах | 1984 |
|
SU1219371A1 |
| Кассетная конвейерная линия для изготовления железобетонных изделий | 1982 |
|
SU1066813A1 |
| КАССЕТНО-КЛИНОВАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2022 |
|
RU2785698C1 |
| Установка для изготовления железобетонных изделий в кассетных формах | 1979 |
|
SU863363A1 |
| ФОРМУЮЩАЯ УСТАНОВКА | 2022 |
|
RU2792295C1 |
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |
| Кассетная линия | 1989 |
|
SU1694375A2 |
| Кассетная линия для изготовления строительных изделий | 1990 |
|
SU1785906A1 |
| ГТПГГШПТШЧЕОНБИБЛИОТЕКА | 1972 |
|
SU339413A1 |
| Конвейерная установка для изготовления железобетонных изделий | 1973 |
|
SU483260A1 |
