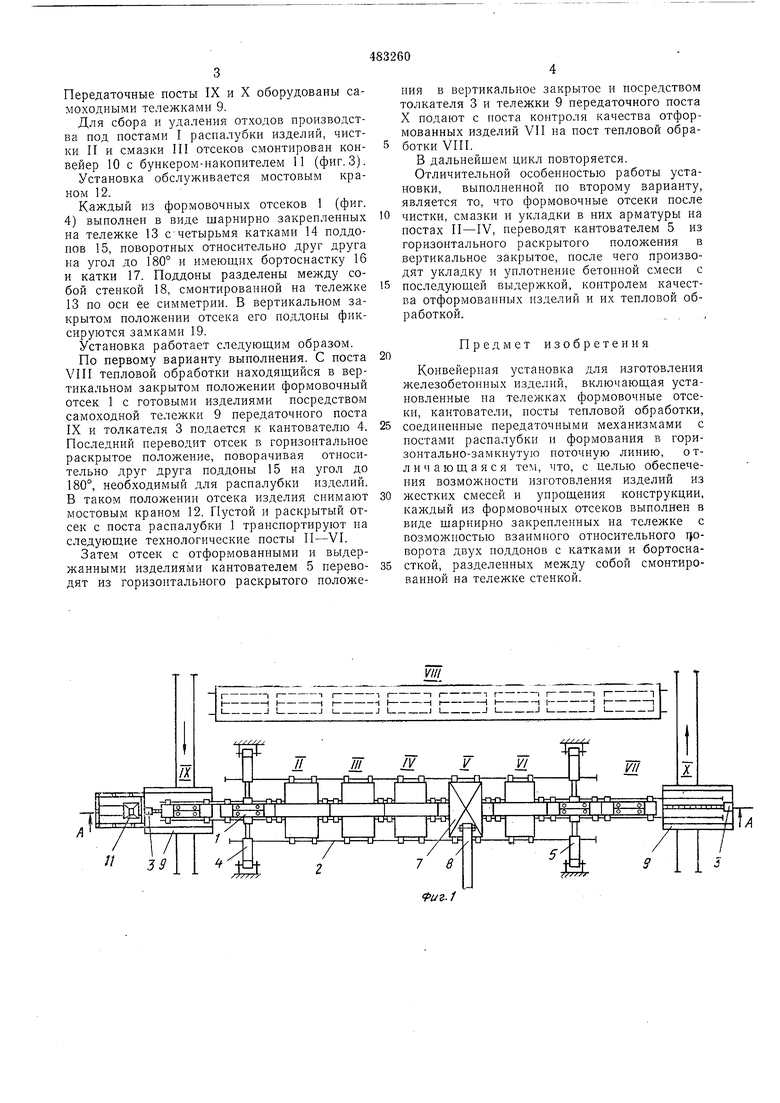
Передаточные посты IX и X оборудованы самоходными тележками 9.
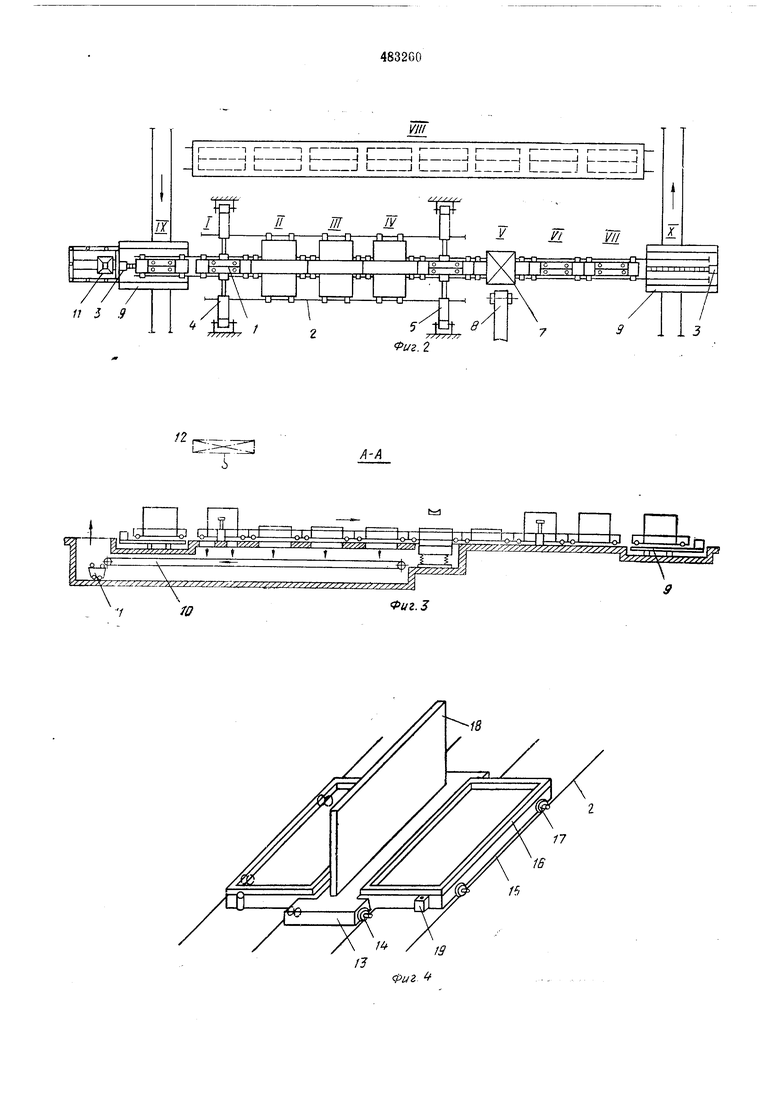
Для сбора и удаления отходов нроизводства нод ностами I распалубки изделий, чистки II и смазки III отсеков смонтирован конвейер 10 с бункером-накопителем 11 (фиг.3).
Установка обслуживается мостовым краном 12.
Каждый на формовочных отсеков 1 (фнг. 4) выполнен в виде шарнирно закрепленных на тележке 13 счетырьмя катками 14 поддонов 15, поворотных относительно друг друга на угол до 180° и имеюгцнх бортоснастку 16 и катки 17. Поддоны разделены между собой стенкой 18, смонтированной на тележке 13 по оси ее симметрии. В вертикальном закрытом положении отсека его поддоны фиксируются замками 19.
Установка работает следующим образом.
По первому варианту выполнения. С поста
VIIIтепловой обработки находящийся в вертикальном закрытом положении формовочный отсек 1 с готовыми изделиями посредством самоходной тележки 9 передаточного поста
IXи толкателя 3 подается к кантователю 4. Последний переводит отсек в горизонтальное раскрытое положение, поворачивая относительно друг друга поддоны 15 на угол до 180°, необходимый для распалубки изделий. В таком положении отсека изделия снимают мостовым краном 12. Пустой и раскрытый отсек с поста распалубки 1 трапспортируют на следующие технологические посты II-VI.
Затем отсек с отформованными и выдержанными изделиями кантователем 5 переводят из горизонтального раскрытого положения в вертикальное закрытое и посредством толкателя 3 и тележки 9 передаточного поста X подают с поста контроля качества отформованных изделий VII на пост тепловой обработки VIII.
В дальнейшем цикл повторяется. Отличительной особенностью работы установки, выполненной но второму варианту, является то, что формовочные отсеки после
чистки, смазки и укладки в них арматуры на постах II-IV, переводят кантователем 5 из горизонтального раскрытого положения в вертикальное закрытое, после чего производят укладку и уплотнение бетонной смеси с
последующей выдержкой, контролем качества отформованных изделий и их тепловой обработкой.
Предмет изобретения
Конвейерная установка для изготовления железобетонных изделий, включающая установленные на тележках формовочные отсеки, кантователи, посты тепловой обработки, соединенные передаточными механизмами с постами распалубки и формования в горизонтально-замкнутую поточную линию, отличающаяся тем, что, с целью обеспечения возможности изготовления изделий из жестких смесей и унрощения конструкции, каждый из формовочных отсеков выполнен в виде шарнирно закрепленных на тележке с возможностью взаимного относительного г оворота двух поддонов с катками и бортоснасткой, разделенных между собой смонтированной на тележке стенкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Пост сборки и разборки форм в технологической линии для изготовления железобетонных труб | 1981 |
|
SU961961A1 |
| Конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU1006232A1 |
| Стеновая панель | 1982 |
|
SU1063964A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950534A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU973371A1 |
| Установка для изготовления железобетонных изделий в кассетных формах | 1984 |
|
SU1219371A1 |
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |
| Установка для вертикального формования строительных изделий | 1980 |
|
SU897523A1 |
-j I1 I1 I1 I1 I1 1 J I1 I1 I1 I1 I-1 I1 Ji1 J IJ IJ II II I IL 111 1 У. П -п-П-я-л-ч-|-п-.п-л1-п-гьDR-FCfFLFCf UJ4J J-/1 I11- 1 I1 i I1 L П 5
u--.
JO
(Риг.З .9
