Изобретение относится к прокатному производству, а именно к системам для регулирования профиля полосы путем регулирования валков; оно может быть применено на станах холодной прокатки листового металла.
Наиболее близкой к описываемому изобретению по технической сущности и достигаемому результату является система регулирования профиля полосы, содержащая вентильное устройство с приводом, гидроцилиндры противоизгиба валков, соединенные с первым выходом вентильного устройства, вход Которого связан с гидроцилиндрами нажимного устройства 1.
В указанной системе при изменениях усилия прокатки, имеющих место при появлении возмущений толщины проката, изменяется давление жидкости в гидроцилиндрах нажимного механизма, что приводит к со-, ответствующему изменению давления в гидроцилиндрах противоизгиба валков, позволяет сохранить их оптимальный профиль в новых изменившихся условиях прокатки и тем самым избежать нарущений профиля полосы.
Так, из практики прокатного производства известно, что изменение профиля валков при изменении усилия прокатки зависит от соотношения ширины полосы В и длины валка L. При заданных конструктивных параметрах валковой системы и исходной профилировке рабочих и опорных валков существует оптимальное значение ширины полосы, иначе - Коот при прокатке которой деформация прогиба оси рабочего и опорного валков компенсируется деформацией совместного сплющивания валковой системы, и изменение давления металла на валки в процессе прокатки не приводит к изменению поперечпой разнотолщинности полосы, т.е. ее профиля. При отнощении щирины полосы к длине валка меньше К опт увеличение усилия прокатки (давления) приводит к росту выпуклости валков, а при отношении больше Копт-к росту их вогнутости. Поскольку указанная система снабжена гидроцилиндрами, обеспечивающими только противоизгиб валков, она может осуществлять регулирование лишь при отношении указанных величин менее Копт что ограничивает сортамент прокатываемого
станом ета:1ла, так как при отношении больше Копт прокатка на стане будет оеуществляться (; гически без регулирования ирофнля lUi.iKOB, Наиротив, работа системы в этих с.овия приводит к внесению д,ополинте,1ьиы.х возмункший профиля полосы, так как в место требуемого дополни ге.илюго изгиба н1лки будут подвс )гаться противоизгибу.
TaKiivi образом, к недостаткам известной системы относится недостат1)чно широкий дианазои 1нирины подвергаемо регу..1ированию полосы, т. е. непригодность системы для регулирования профиля полосы, ширина которой составляет более КоптД-тины прокатных валков, что ограничивает сортамент прокатываемого па стане металла.
Целью изобретения является обеспечепия возможности перестройки работы системы при любых изменепиях ширины нрокаТ1)1ваемых иолос.
Це.Нз достигается тем, что система регулирования профиля полосы, содержашая вептильиое устройство с приводом, гидроцилиидры нротивоизгиба ва:1ков, соединенные с первым выходом вентильного устройства, вход которого связан с гидроцилипдрами нажимного устройства, дополнительно снабжена гидроцилипдрами дополнительног(.:| и:ггиба валков клети, задатчиком ширины г(),;|)сы, блоком сравнения, нричем выход задатчика ширины соединен с входом блока сравнения, выход которого связан с нрнво;iOM вентильного устройства, второй выход )го соединен с гидроцилипдрами ),,чьного изгиба.
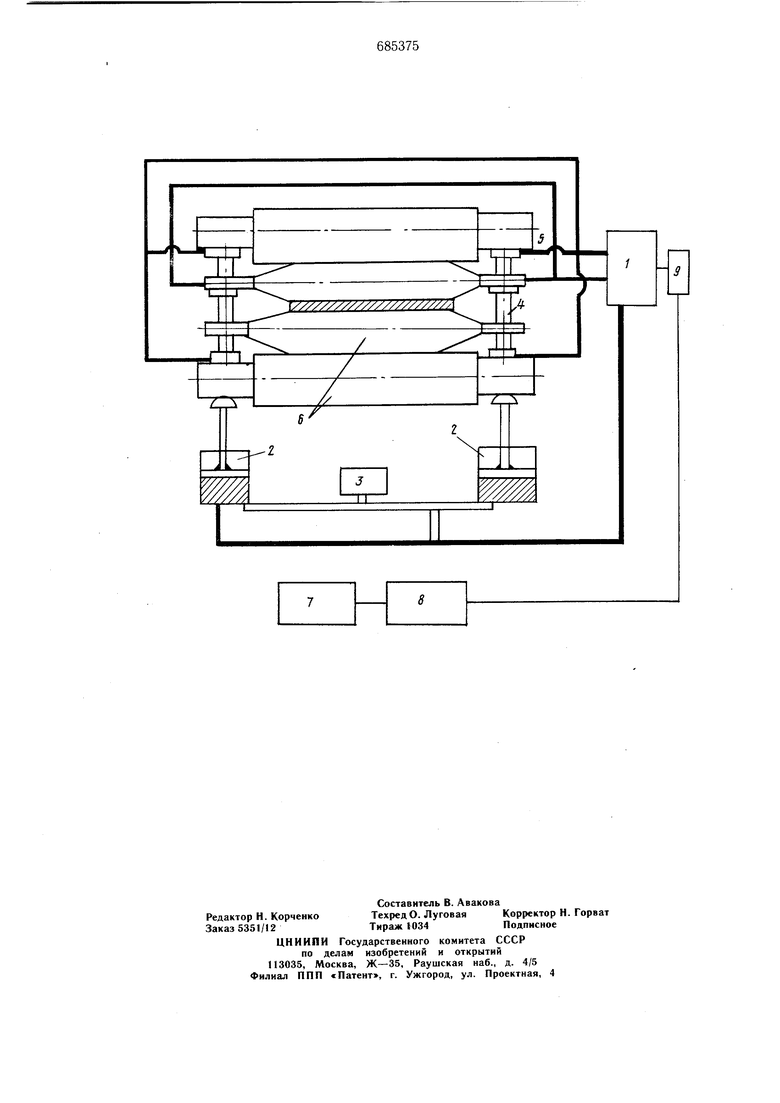
На чертеже приведена функциональная схема предлагаемой системы регулирования. Система регулирования профиля полосы содержит вентильное устройство 1, вход которого гидравлически связан с гидроцилиндрами 2 нажимного механизма к,тети, подключенными к источнику 3 маслоснабжения. ПерBbH-i и второй выходы вентильного устройства I гидравлически связаны соответственно с гидропилиндрами 4 нротивоизгиба и гидроцилиндрами 5 дополнительного изгиба валков В клети.
Система регулировапия содержит также задатчик 7 ишрины, выход которого соединеп с входом блока 8 сравнения, а выход последнего электрически связан с приводом 9 ве 1тильного устройства.
Система работает следуюшим образом. Перед началом прокатки оператор вводит в задатчик 7 ширины данные о ширине подлежащей прокатке полосы. Введенные данные попадают в блок 8 сравнения, который в зависимости от ншрины полосы к длине валков (больHie или MeHbHje Копт), выдает сигнал, уиравляюш.ий работой привода 9 вентильного устройства 1.
В начале прокатки в гидроцилиндрах 2 нажимного механизма устанавливается определенпое, зависящее от усилия прокатки давление, которое через вентильное устройство 1 передается либо в гидроцилиндры 4 противоизгиба (при отношении менее Копт), либо в гидроцилиндры 5 дополнительного изгиба (при отношении более Копт)- Порядок работы гидроцилиндров 4 и 5 зависит от того, через какой из выходов вентильного устройства поступает жидкость, что, в свою очередь, зависит от работы нриво.аа 9 вентильного устройства, управляемого сигналами блока 8 сравнения. Подача жидкости в те или иные гидроцилиндры обеспечивает коррекцию профиля валков, деформирующихся в процессе прокатки. При появлении возмущений толщины полосы усилие прокатки,
5 а следовательно, и давление в гидроцилиндрах нажимного механизма изменяется. Это приводит к изменению профиля валков, а благодаря связи соответствующих гидроцилиндров с гидроцилиндрами нажимного механизма - к пропорциональному изменению давления в этих гидроцилиндрах, чт,о нозволяет практически мгновенно производить коррекцию изменившегося профиля валков и сохранить тем самым оптимальный профиль полосы.
Таким образом, введение в описываемую систему задатчика щирины и блока сравнения, выход которого электрически связан с приводом вентильного устройства, имеющего выход, подключенный к гидроцилиндрам дополнительного изгиба валков, позволяет увеличить диапазон ширины подвергаемой регулированию полосы, а тем самым расширить технологические возможности прокатного стана, что по расчетным данным обеспечивает получение годового экономиJ ческого эффекта в 292 тыс. р. на один прокатный стан.
Формула изобретения
Система регулирования профиля полосы, содержащая вентильное устройство с прио водом, гидроцилиндры противоизгиба валков, соединенные с первым выходом вентильного устройства, вход которого соединен с гидроцилиндро.м нажимного устройства, огличающаяся тем, что, с целью обеспечения
5 возможности перестройки работы системы при любых изменениях ширины прокатываемых полос, система дополнитетьно содержит гидроцилиндры дополнительного изгиба валков клети, задатчик ширины полосы, блок сравнения, причем выход задатчика ширины
соединен с входом блока сравнения, выход которого соединен с приводом вентильного устройства, второй выход которого соединен с гидроцилиндрами дополнительного изгиба.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР № 411932, кл. В 21 В 37/00, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система совместного регулирования толщины и профиля полосы в клети непрерывного прокатного стана | 1981 |
|
SU980891A1 |
| Система совместного регулирования толщины и профиля полосы при прокатке | 1990 |
|
SU1731320A1 |
| УСТРОЙСТВО ДЛЯ СОВМЕЩЕННОГО РЕГУЛИРОВАНИЯ ПОПЕРЕЧНОЙ И ПРОДОЛЬНОЙ РАЗНОТОЛ1ЦИННОСТИ ПОЛОСЫ ПРИ ПРОКАТКЕ | 1972 |
|
SU411932A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Устройство для автоматического регули-РОВАНия плОСКОСТНОСТи пРОКАТыВАЕМыХпОлОС | 1978 |
|
SU827204A1 |
| Устройство совмещенного регулирования продольной и поперечной разнотолщинности полосы в процессе прокатки | 1980 |
|
SU899183A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Система регулирования относительного обжатия на дрессировочном стане | 1980 |
|
SU931257A1 |
| Прокатная клеть | 1983 |
|
SU1077673A1 |
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |