I
Известен способ регулирования поперечной разнотолщинности полосы путем одновременного противоизгиба рабочих и опорных валков.
Недостатком этого способа является использование максимальных усилий для изгиба как опорных, так и рабочих валков, а также использование сигнала прогиба рабочего валка, который не является достаточно точным.
С целью повышения эффективности и снижения усилий регулирования предложен способ, по которому одновременное регулирование производят от сигнала отклонения усилия прокатки, который преобразуют и разделяют на два пропорционально соотношению усилий изгиба соответственно рабочих и опорных валков, равному 0,3-0,4.
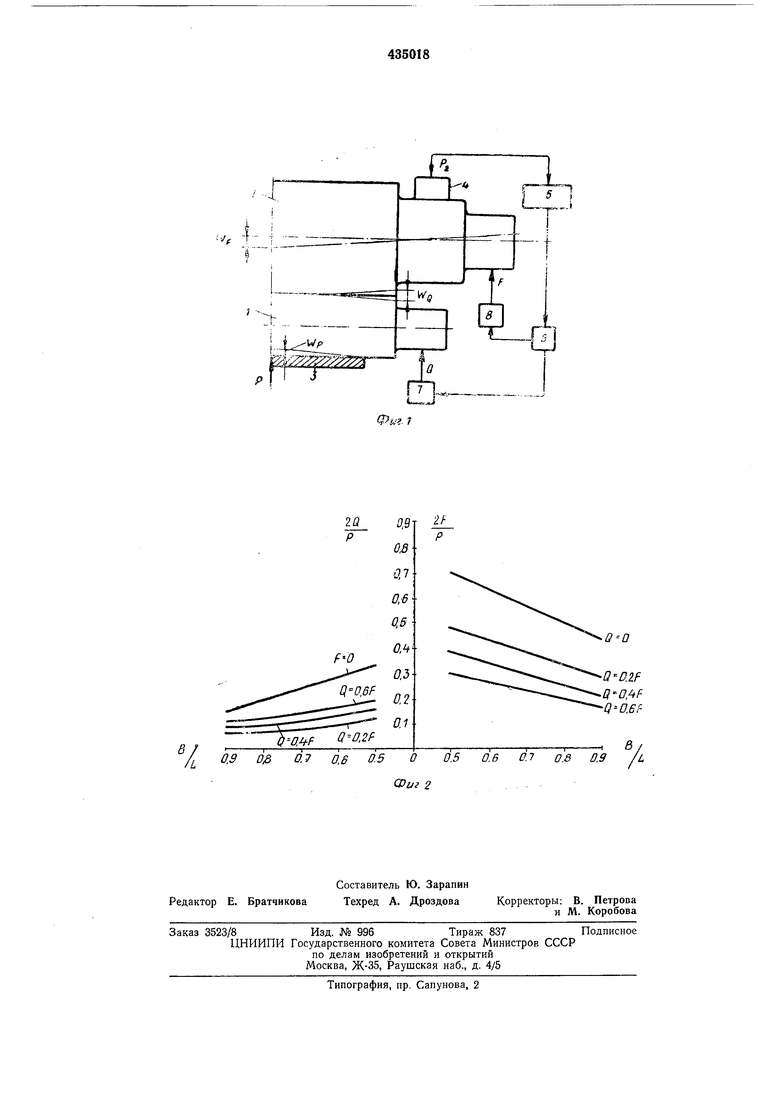
На фиг. 1 схематически показан пример осуществления предлагаемого способа; на фиг. 2 - иллюстрация эффективности способа при различных соотношениях усилий. К шейкам рабочих валков 1 приложено усилие Q, к шейкам опорных валков 2 - усилие F. Со стороны прокатываемой полосы 3 на валки действует усилие прокатки Р. Суммарное усилие РЕ на рабочую клеть воспринимается месдозой 4, измеряющей усилие на шейке опорного валка. Сигнал суммарного усилия преобразовывается в устройстве 5 и разделяется в устройстве 6. После этого сигнал
подается одновременно в устройства регулирования усилий изгиба рабочих валков 7 и опорных валков 8.
Оптимальное соотношение между усилиями изгиба рабочих и опорных валков определяется из следующих соотношений.
Изменение поперечной разнотолщинности
полосы б/г определено деформациями валков
от изменения усилий прокатки 8Wp, противоизгиба рабочих валков eWq и изгиба опорных
валков 8Wy:
(1)
bh bWp-WQ -bWF
Деформации валков пропорциональны изменению нагрузок, тогда
ЪР8-2QЬ-2Р
(2)
Ih -
М%
М,
М,
Здесь М, в в -коэффициенты жесткости валков соответственно от усилия прокатки Р, противоизгиба рабочих валков Q и изгиба опорных валков F, являющихся в общем случае нелинейными функциями межвалкового сплющивания и параметров стана. Для достижения нулевой разнотолщинности из (2) имеем
М
М}
.. oQ оР
(3)
F 2bF М.
М
Таким образом, коэффициент пропорциональности К. между изменениями усилий изгиба рабочих и опорных валков зависит от изменения усилия прокатки и коэффициентов жесткости валков. Отсюда видно, что при действии только одного вида противоизгиба требуются максимальные усилия регулирования. При действии одновременного противоизгиба опорных и рабочих валков изменение усилий требуется в небольших пределах.
Например, для типового листового стана расчетная эффективность одновременного изгиба рабочих и опорных валков при различных соотношениях усилий приведена на фиг. 2. Справа даны кривые отношения усилия изгиба опорных валков F к усилию прокатки Р в зависимости от отношения ширины полосы В к длине бочки валков L. Слева даны кривые отношения усилия изгиба рабочих валков Q к Р в зависимости от B/L. Видно, что при изгибе только рабочих валков () максимальные усилия 2Q доходят до 35% от усилия прокатки Р.
При одновременном изгибе опорных и рабочих валков в соотношении ,4 F усилия на рабочие валки снижаются более, чем в два раза. При изгибе только опорных валков
(Q 0) максимальные усилия 2F доходят до 70% от Р, а при одновременном изгибе снижаются почти в два раза. Проведенный расчет с использованием выражения (3) для нескольких типовых станов показал, что наибольшее снижение регулирования достигается при Q(0,3-0,4)f.
Предмет изобретения
Способ регулирования поперечной разнотолш;инности полосы путем одновременного противоизгиба рабочих и опорных валков, отличающийся тем, что, с целью повышения эффективности и снижения усилий регулирования, регулирование производят от сигнала отклонения усилия прокатки, который преобразуют и разделяют на два пропорционально соотношению усилий изгиба соответственно рабочих и опорных валков, равному 0,3-0,4, Q--0.2f / , /2 U.9 6& 0.7 O.S 0.5 0 0.5 O.B Фиг 2 QD.2F dO.P QD.Bf 0.1 0.8 0.9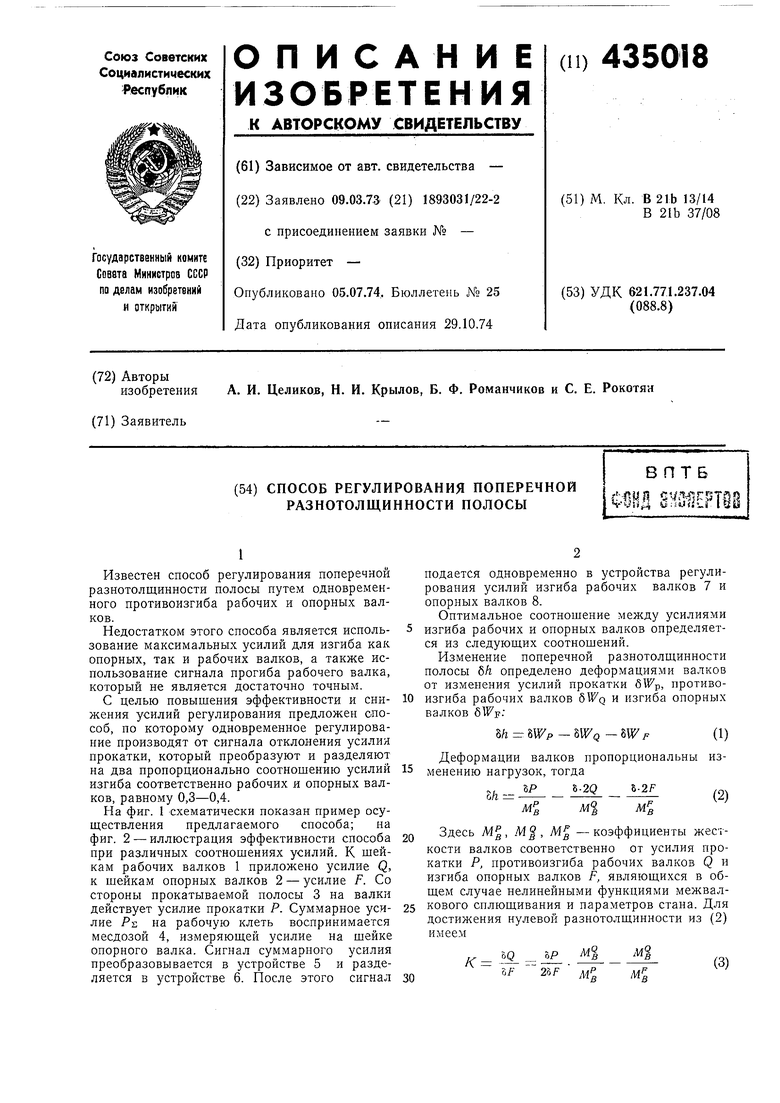
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования толщины полосы при прокатке | 1978 |
|
SU772635A1 |
| Способ регулирования толщины полосы при прокате на широкополосных станах с опорными и рабочими валками | 1975 |
|
SU602255A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2281817C1 |
| Валковый узел клети квартолистопрокатного стана | 1984 |
|
SU1510962A1 |
| Система совместного регулирования толщины и профиля полосы в клети непрерывного прокатного стана | 1981 |
|
SU980891A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |
| Устройство для регулирования толщины и профиля полосы | 1985 |
|
SU1271602A1 |
| Прокатная клеть | 1982 |
|
SU1088819A1 |
| Прокатная клеть | 1983 |
|
SU1077673A1 |