Известны способы сварки электрической дугой, возбуждаемой между неплавящи1мся электродом, расположенным параллельно свари ваемому шву с фиксированным зазором и изделием с помощью осциллятора и перемещаемой по линии шва магнитным полем, создаваемым сварочным током. Однако область применения таких способов ограничена.
При применении описываемого способа для расширения возможности регулирования режима сварки между электродом и изделием создают дополнительное магнитное поле путем включения электрода в цепь вспомогательного источника постоянного тока. Для облегчения зажигания дуги применяют выступ на конце электрода со стороны начала сварки.
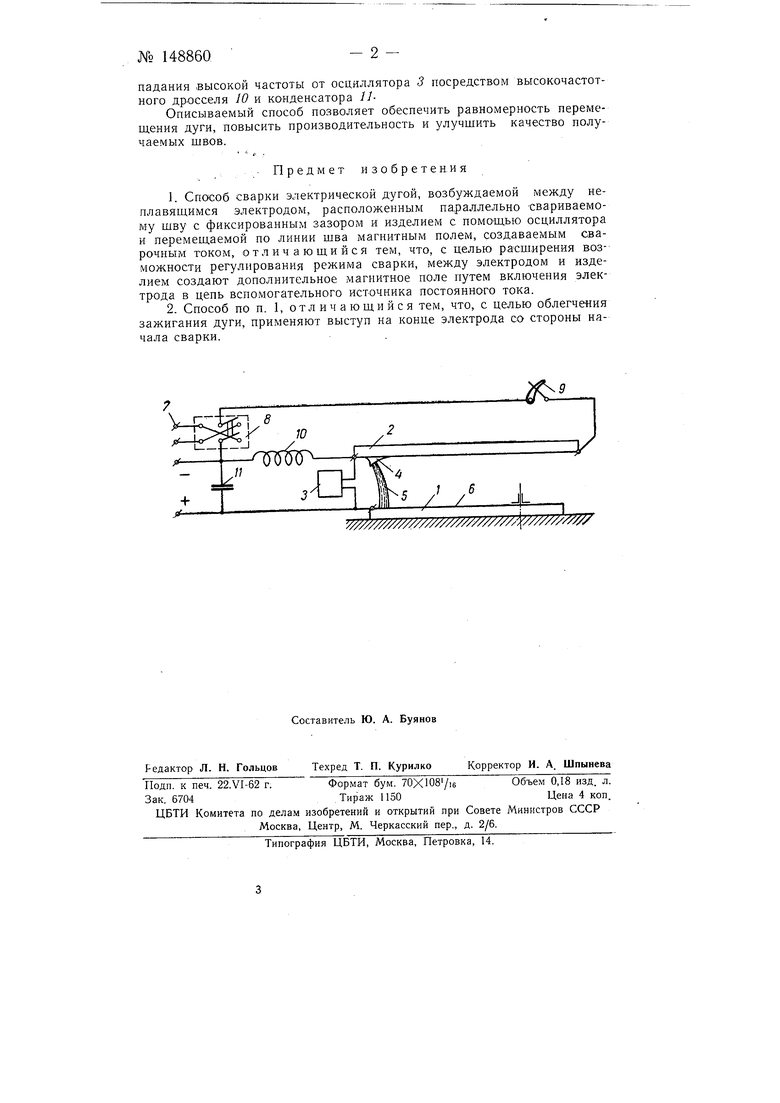
На чертеже изображена схема устройства, применяемого для осуществления описываемого способа.
Способ сварки электрической дугой состоит в том, что на некотором расстоянии от свариваемого изделия / и параллельно ему помещают неплавящийся электрод 2, например, торированный вольфрамовый или медный охлаждаемый стержень, после чего посредством осциллятора 3 между выступом 4, облегчающим зажигание, и изделием возбуждают дугу 5. Наведенное в результате возникновения дуги 5 магнитное поле отклоняет дугу в сторону меньщей напряженности, осуществляя ее перемещение вдоль шва 6. Скорость сварки плавно регулируют изменением величины и направления дополнительного магнитного потока, создаваемого при прохождении по электроду 2 вспомогательного тока, поступающего от дополнительного источника через клеммы 7 и переключатель 8 полярности. С этой же целью в схему включают регулятор 9 тока. Источники постоянного тока защищают от попадания высокой частоты от осциллятора 3 посредством высокочастотного дросселя 10 и кОНденсатора 11Описываемый способ позволяет обеспечить равномерность перемещения дуги, повысить производительность и улучшить качество получаемых швов.
Предмет изобретен, ия
1. Способ сварки электрической дугой, возбуждаемой между неплавящимся электродом, расположенным параллельно свариваемому щву с фиксированным зазором и изделием с помощью осциллятора и перемещаемой по линии шва магнитным полем, создаваемым сварочным током, отлнчаюшийся тем, что, с целью расширения возможности регулирования режима сварки, между электродом и изделием создают дополнительное магнитное поле путем включения электрода в цепь вспомогательного источника постоянного тока.
2. Способ по п. 1, отличающийся тем, что, с целью облегчения зажигания дуги, применяют выступ на конце электрода со стороны начала сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СВАРКИ НЕПОВОРОТНЫХ стыков ТРУБ | 1970 |
|
SU288197A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОДВИЖНЫХ ИЗДЕЛИЙ С ЗАМКНУТОЙ ЛИНИЕЙ ШВА | 1964 |
|
SU166981A1 |
| СПОСОБ БЕСКОНТАКТНОГО ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ | 1991 |
|
RU2027562C1 |
| Неплавящийся электрод | 1978 |
|
SU764891A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2003 |
|
RU2272699C2 |
| Способ сварки магнитоуправляемой дугой и устройство для его осуществления | 1977 |
|
SU721267A1 |
| Способ дуговой сварки неплавящимся электродом | 1981 |
|
SU1006126A1 |
| УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ | 1998 |
|
RU2137576C1 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2495735C2 |
| Способ электродуговой обработки | 1975 |
|
SU592058A1 |
У/////////////////////////////// /////// ////
