Изобретение относится к обработке металлов давлением, а именно к нравке металлических заготовок ностоянного и неременного сечения, в частности, нри изготовлении заготовок напильников, рашпилей, надфнлей.
Известны гребенчатые штампы, содержашие две пары гребенок, жестко закрепленных с номош,ыо опорных плит на столе и нолзуне пресса.
В сун.1,ест1вуюн,их гребенчатых штампах правка заготовок с промежуточной перекладкой из черпового ручья в чистовой осуществляется двумя ходами пресса.
Это снижает производительность труда н не позволяет использовать такие иггампы для нравки заготовок круглого сечеиия из-за трудности точной фнксации заготовок нрп переносе из ручья в ручей.
Кроме того, затруднена автоматизация процесса правки, так как механизация переноса заготовок из ручья в ручей является наиболее сложным звеном в проектировании.
Цель изобретения - создать гребенчатый штамп для нравки заготовок за один ход пресса и устранить кантование заготовки.
Для этого в промежутки зубьев черновых гребенок вмонтированы нодпружиненные чистовые гребенки. Причем величина их хода выбирается такой, чтобы обеспечить устранение волнообразного изгиба, полученного заготовкой в черновом ручье.
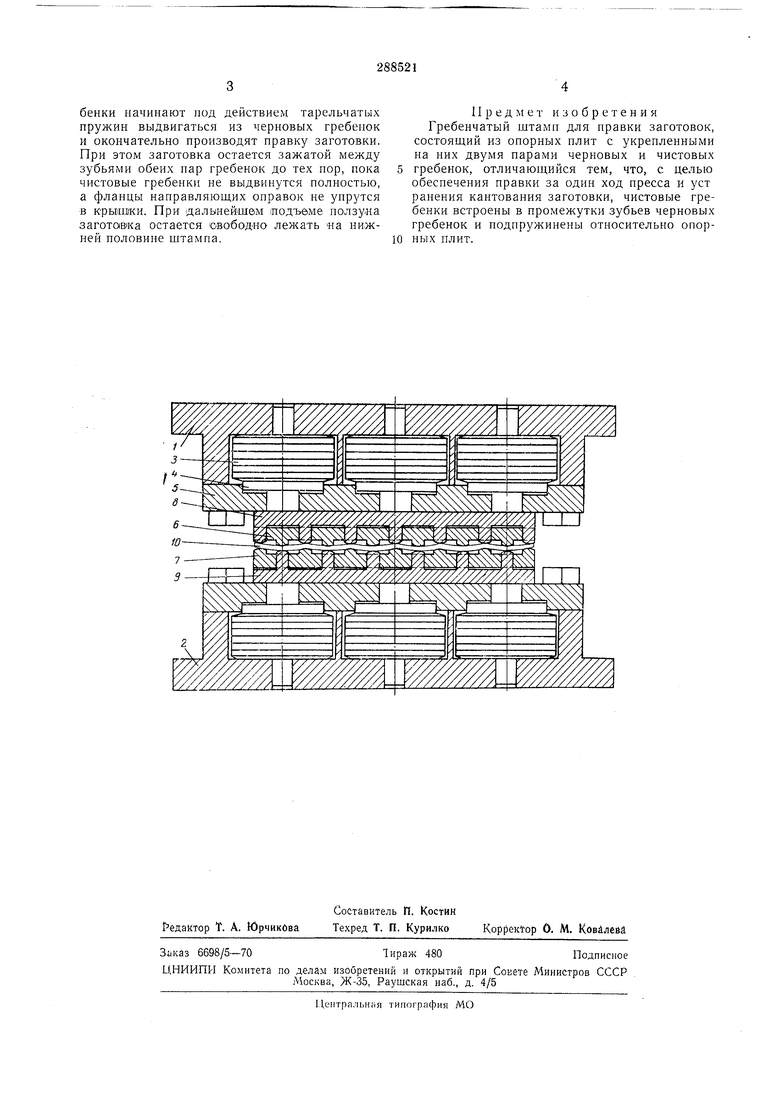
На чертеже изображен предлагаемый штамн.
В BepxHeii / и инжиеГ 2 плитах гребенчатого штампа выполнепы отверстия под тарельчатые пружины 3, которые надетЕзГ на направляющие оправки 4 и сжаты с помо1ЦЬ О крыHieK 5 до необходимого усилия правки заготовки. К крышкам штампа жестко прикреплены черновые гребенки - верхняя 6 и нижняя 7. В пазы, распо.чоженныс между зубьямп черповых гребенок, входят зубья чнстовых гребенок - Bepxneii 8 п нижпе1 | 9.
Штамп работает следуюпи1м образом.
Заготовку 10 укладывают между зубьями верхних п пижнпх гребенок.
При ходе ползуна вниз чистовые гребенкн остаются максимально выдвинутыми из черновых под действием тарельчатых пружин до тех пор, пока заготовка не будет зажата между зубьями обеих гребенок.
При достижении ползуном пресса крайнего нижнего положення происходит волнообразный изгиб заготовки, а чистовые гребенки утанливаются, сжимая тарельчатые пружины.
бенки начинают под действием тарельчатых пружин выдвигаться из черновых гребенок и окончательно производят правку заготовки. При этом заготовка остается зажатой между зубьями обеих пар гребенок до тех пор, пока чистовые гребенки не выдвинутся полностью, а фланцы направляющих оправок не упрутся в крышки. При дальнейшем подъеме ползуна заготовка остается свободно лежать «а нижней половине штампа.
Предмет изобретения Гребенчатый штамп для правки заготовок, состоящий из опорных плит с укрепленными на них двумя парами черновых и чистовых
гребенок, отличающийся тем, что, с целью обеспечения правки за один ход пресса и уст ранения кантования заготовки, чистовые гребенки встроены в промежутки зубьев черновых гребенок и подпружинены относительно опорHf ix плит.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки заготовок из полосового или пруткового материала | 1944 |
|
SU65943A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Штамп для объемной правки и калибровки внутренней поверхности отводов | 1974 |
|
SU511990A1 |
| Штамп для резки и правки полосы | 1984 |
|
SU1278125A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Штамп для сборки петель | 1987 |
|
SU1438897A2 |
| ШТАМП ДЛЯ ГИБКИ ДЕТАЛЕЙ КОРЫТООБРАЗНОГО СЕЧЕНИЯ | 1997 |
|
RU2122480C1 |
| КАВ БИБЛИОТЕКАП. Ф, Симонов | 1971 |
|
SU300239A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2008 |
|
RU2404009C2 |
