Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки и правки полосы.
Цель изобретения - повышение качества получаемых заготовок путем обеспечения автоматической правки отрезанных заготовок.
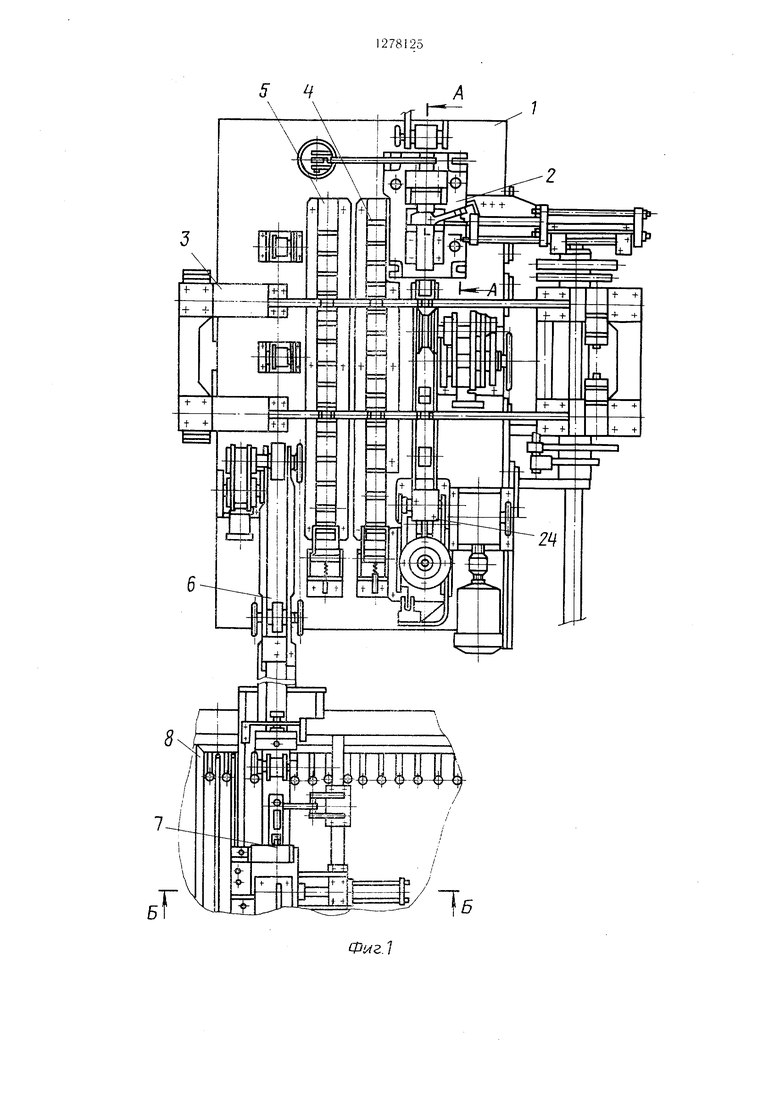
На фиг.1 изображена нижняя половина штампа для резки и правки полосы, план; па фиг.2 - разрез А-А на фиг.1; на фиг.З -- разрез Б - Б на фиг.1; на фиг.4 - узел I на фиг.2.
1-ia плите 1 расположены штамп 2 для резки, автоматический перекладчик 3 с попе- речпой подачей заготовок, гребенчатые инструменты 4 и 5 для правки, транспортное устройство 6 для удаления правленых заготовок и автоматический укладчик 7 заготовок в кассету 8. Штамп 2 для резки имеет 11одаюп|ие ролики 9, верхний 10 и нижний 11 ножи и направляющие колонки 12. Верхний 1шж 10 выполнен со скосом по рабочей плоскости, образуя режущую кромку с углом . Для обеспечения возможности перемещения полосы 13 в обратную сторону подачи на величину, превышающую зазор в направляющих колонках штампа вслед- ствпе отжима полосы скосом подвижного верхнего ножа 10, прижимные устройства 14 п 15 снабжены роликами 16, которые в процессе резки прижимают полосу 13 и жестким упорам 17 и 18. На колонках 12 установлена подвижная верхняя плита 19 штампа, на которой смонтированы верхний нож 10 и прижимное устройство 15. Транспортное устройство б содержит откидывающийся рольганг 20 для ориентированной укладки заготовок в кассету 8. Автоматический укладчик 7 снабжен магнитами 21 и пневмо- цилиндрами 22 и 23.
Штамп работает следующим образом.
Полоса 13 подается до рабочего упора 24, который включает ход пресса и прижимное устройтсов 14, нредназначенное для фиксации полосы перед отрезкой. При опускании ползуна пресса прижимное устройство 15 прижимает полосу 13, при дальнейшем ходе
верхний нож 10 производит отрезку заготовки и передним скосом смещает полосу 13 в направлении, обратном ее подаче. При подъеме ползуна перекладчик 3, кинематически связанный с вращением кривошипного вала пресса, осуществляет одновременную поперечную перекладку отрезанной заготовки на первый инструмент 4 для правки, затем на второй инструмент 5 для правки и окончательно правленной заготовки на транспорт0 ное устройство 6, которое подает заготовку в автоматический укладчик 7, где заготовка находится на специальном откидывающемся рольганге 20, который после захвата ее магнитами 21 убирается пневмоцилинд- ром 22. После этого магниты 21 при помощи пневмоцилиндра 23 опускаются в одну из ячеек кассеты 8 и укладывают заготовку.
Формула изобретения
. Штамп для резки и правки полосы,
0 содержащий неподвижную и подвижную плиты, узел резки с подвижным и неподвижным ножами, механизм зажима полосы, основной гребенчатый инструмент для правки, закрепленный на обеих плитах, и транспортер для удаления заготовок, огличающий5 ся тем, что, с целью повьииения качества получаемых заготовок, он снабжен перекладчиком с подвижными линейками и дополнительным гребенчатым инструментом, выступы которого выполнены со смещением на половину шага относительно выступов
основного гребенчатого инструмента, при этом в гребенчатых инструментах выполнены пазы под подвижные линейки перекладчика.
2. Штамп по п. 1, отличающийся тем, что, с целью повышения надежности, плоскости подвижного ножа, образующие его режущую кромку, расположены под углом 92-93° одна к другой, при этом его плоскость по оси давления выполнена наклонной к плоскости реза.
0 3. Штамп по п. 1, отличающийся тем, что транспортер для удаления заготовок снабжен откидывающимся рольган|-ом.
5
1б
Б 5
23
21
I
Фиг.З
Фиг.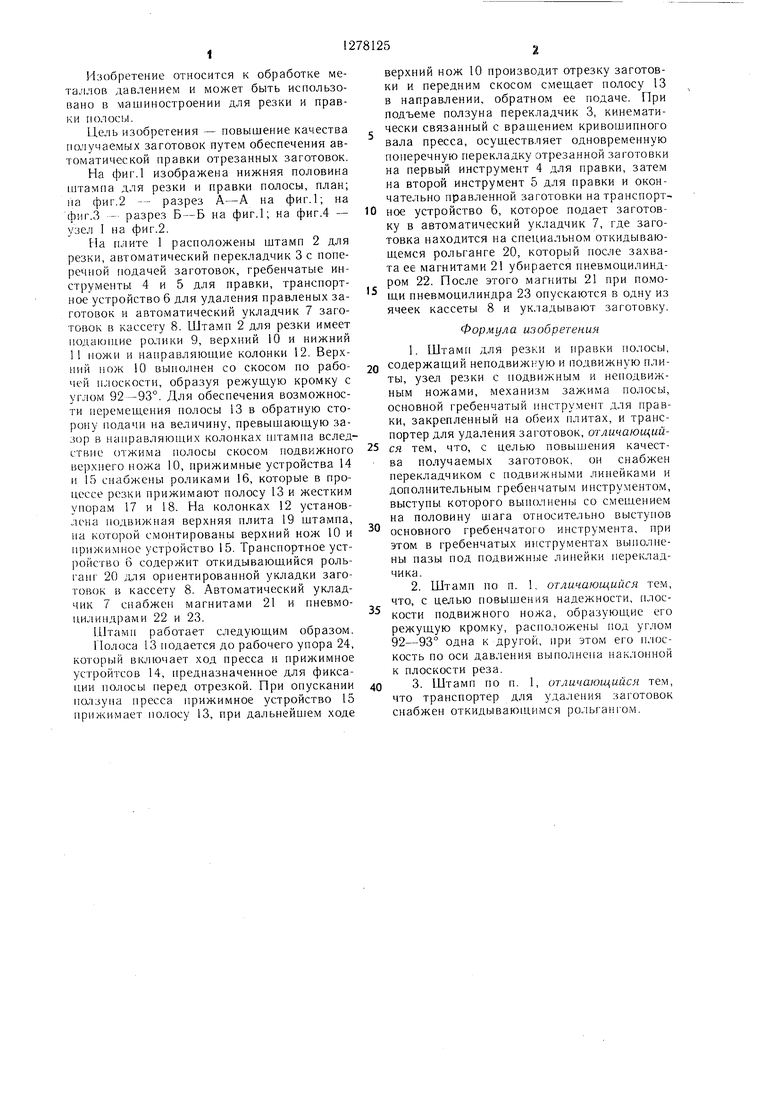
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия резки труб | 1981 |
|
SU1006101A1 |
| Автоматический штамп совмещенного действия | 1980 |
|
SU910375A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Штамп для разделения сортового проката | 1986 |
|
SU1362574A1 |
| Штамп для деформирования и отделения заготовок | 1988 |
|
SU1668006A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1992 |
|
RU2015863C1 |
| Устройство для изготовления гнутых профилей | 1987 |
|
SU1551445A1 |
| Автоматическая линия изготовления стоек и рыхлительных лап культиваторов | 1986 |
|
SU1449219A1 |
| Штамп для резки прутковых заготовок | 1984 |
|
SU1207653A2 |
| Штамп для резки пруткового материала на мерные заготовки | 1974 |
|
SU516479A1 |
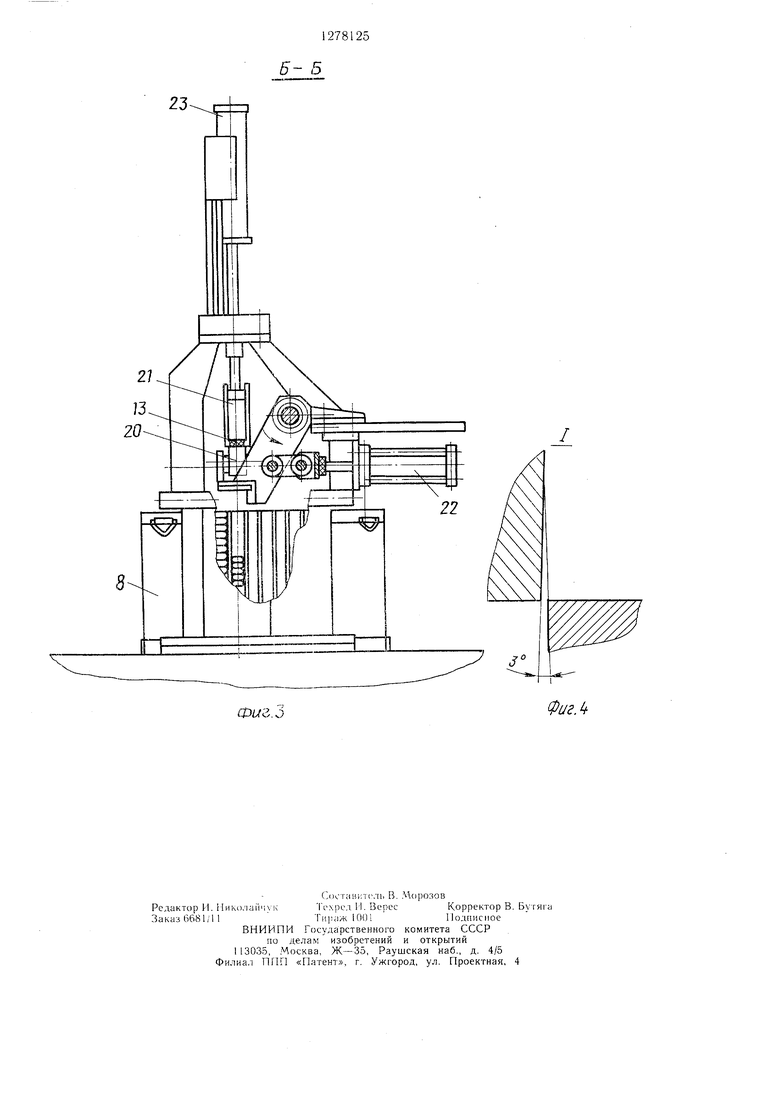
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки и правЛ-/ ки полосы. Цель изобретения - повышение качества получаемых заготовок. Полоса 13 подается до упора. Прижимное устройство 15 прижимает полосу, а нож 10 производит отрезку заготовки. При подъеме ползуна перекладчик осуществляет передачу заготовки на первый инструмент для правки. Затем заготовка подается на второй инструмент Д.1Я правки. Окончательно правленная заготовка посредством транспортного устройства подается к укладчику. В укладчике заготовка размещается на откидывающемся роль- |-анге. Затем заготовку магнитами перемещают в кассеты. 2 з.п.ф-лы, 4 ил. W с: г 2
| Автоматический штамп совмещенного действия | 1980 |
|
SU910375A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
