Изобретение относится к области лрокатного производства, а именно, к правке листовото , оно может быть использовано для многовалковых клетей. Для прав1ки тонколистового способом растяжения с прогладкой валкамп прпменяются правильно-растяжные машины со встроенными, .поступательно движущимися ваЛКовыми клетями. В настоящее время для прогладоч1ных «летей (находят лрименение многовалковые клети, состоящие из корпуса опорных валков или роликов и двух рабочих валков. Давление валков на металл передается от резиновых камер, е которые попадает жидкость под давлением. Используемые для лравки многовалковые клети требуют точной установки рабочих валков. В рабочем полож;ении валки, лежащие на опорных роликах или валках, должны заи 1мать строго определенное положение так, чтобы оси рабочих валиков находились в одной вертикальной плоскости, перпендикулярной плоскости и продольной оси выправляемого листа. Известно, что контроль правильности установки рабочих валков производится по отвесу «на гл:аз. Этот контроль при установке рабочих валков представляет собой труднюдоступную и трудоемкую операцию, аричем устаиопка с помощью отвеса не дает желаемой точлссти. Для точной, быстрой и облегченной устаиовКи рабочих валко(в s -многовалковых клетях предлагается устройство, позволяющее производить HacTpoiiKy опорных роликов или валков по жестким поверхностям. Эта цель достигается прп.менением при регулировке опорных роликов или валков призмы или секционных призм с визирными трубами и натя-иутым струн. Вместо рабочих валков в опорные ролики или валки вставляется призма ли секционные иризмы, имеющие жесткие, точно обработанные поверхности. В тело призмы вставляется виз}грная труба, через которую протяпгвается тонкая струна, например капроновая, и натягивается с помощью груза. Размер контрольной призмы выбирается так, чтобы образующие рабоч;;х валков в их рабочем положении лежали в плоскостях призмы.
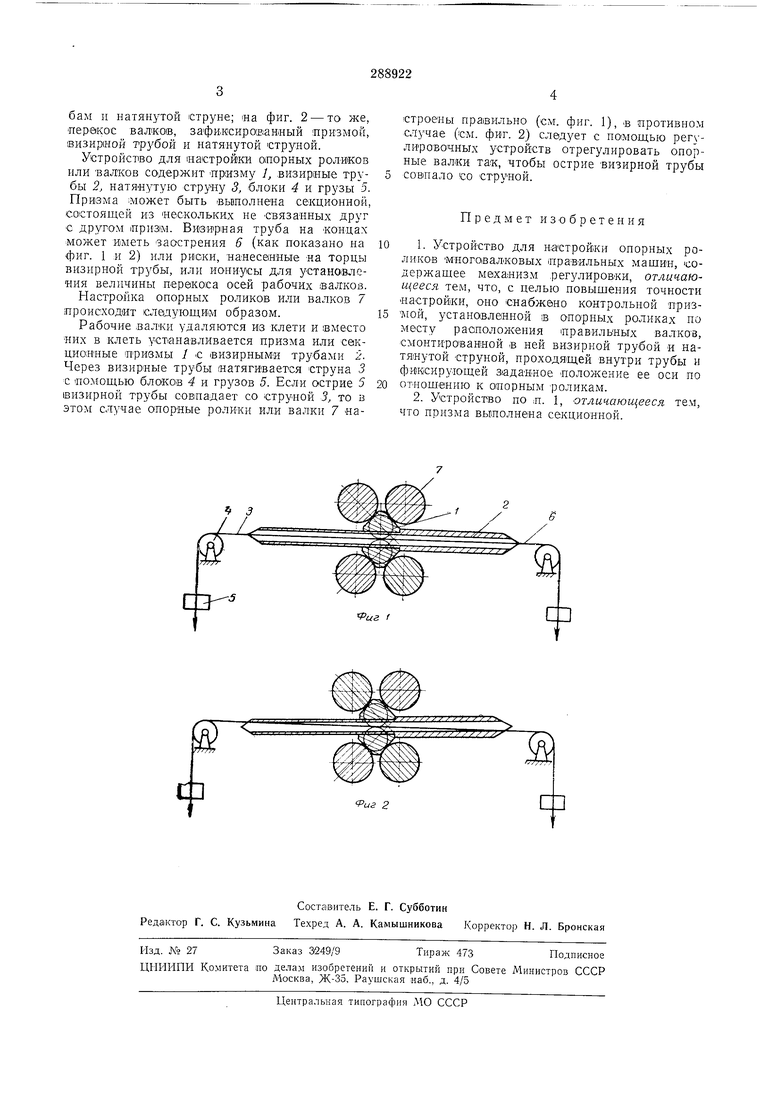
бам п натянутой струне; «а фиг. 2 - то же, перекос валков, зафи.нсирокаиный призмой, визириой трзбой и натянутой струной.
Устройство для настройки опорных роликов или валков содержит лрязму 1, визирные трубы 2, натяНутую струну 3, блоки 4 и грузы 5.
Приема сможет быть |ВЫ1полнена секциониой, состоящей из нескольких не связанных друг с другом 1Приз1м. Вивнрная труба на -концах может И1меть заострения 6 (как показано на фиг. 1 и 2) или риски, нанесенные на торцы визирной трубы, или иониусы для устано:влсния величины перекоса осей рабочих валков. Настройка опорных роликов или валков 7 происходит следующим образом.
Рабочие валки удаляются ив клети и вместо них в клеть устаиавливается призма или секционные призмы / с визирными трубами 2. Через визирные трубы натягивается струна 5 с помощью бло1К01в 4 и грузов 5. Если острие 5 визирной трубы совпадает со струной 3, то в этом случае опорные ролики или валки 7 настроены правильно (см. фиг. 1), в противном случае (см. фит. 2) следует с помощью регулировочных устройств отрегулировать опорные валки так, чтобы острие визирной трубы сов1иало со струной.
Предмет изобретения
1.Устройство для настройки опорных роликов многовалковых правильных мащин, содержащее механизм регулировки, отличающееся тем, что, с пелью повышения точности настройки, оно снабжено контрольной призмой, установленной в опорных роликах по месту расположения правильных валков, смонтированной в ней визирной трубой и натянутой струной, проходящей внутри трубы и фИ1ксирующей заданное положение ее оси по отношению к опорным роликам.
2.Устройство по п. 1, отличающееся тем, что призма выполнена секционной.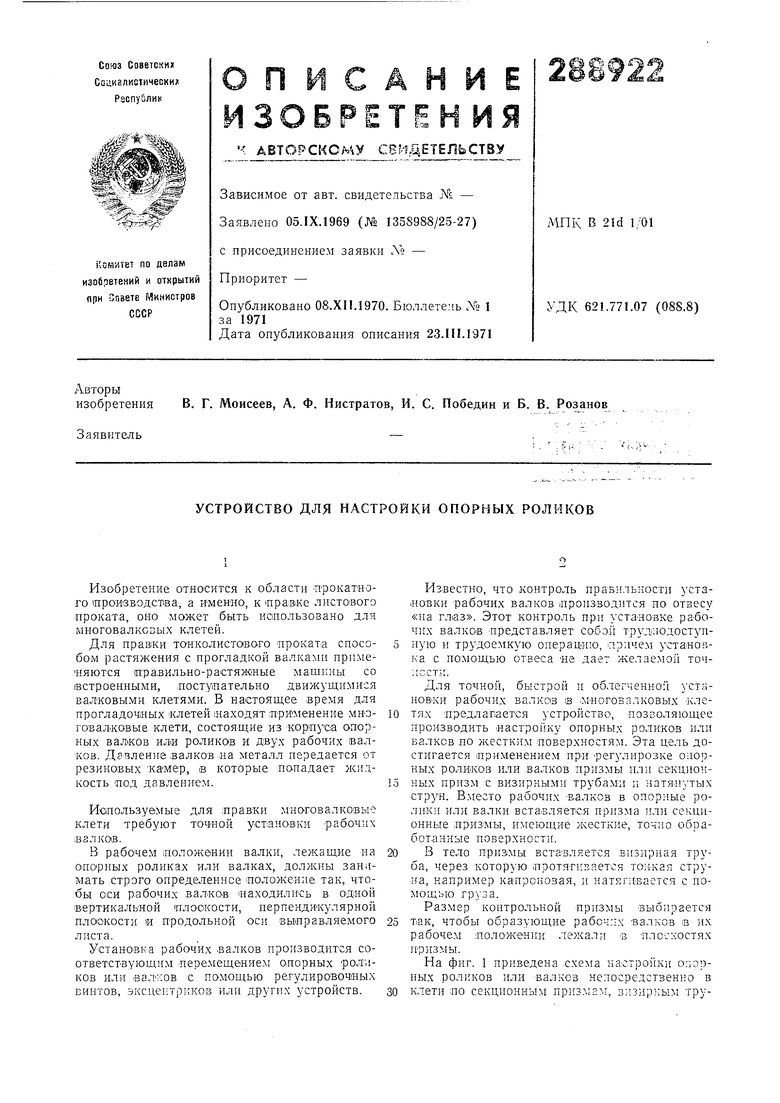
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬtJv^l_V/V>&!\JOnr4J1ПАТЕНТНО-] kKf^li-НА? | 1973 |
|
SU371990A1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1996 |
|
RU2090277C1 |
| Стан для производства фасонных профилей и способ настройки клетей стана | 1984 |
|
SU1235560A1 |
| Прокатная клеть с многовалковым калибром | 1988 |
|
SU1581395A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1967 |
|
SU194037A1 |
| Клеть стана холодной прокатки труб | 1977 |
|
SU716654A1 |
| Способ настройки калибровочно-редукционного стана и маркированный шаблон для его осуществления | 1985 |
|
SU1348023A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СДВИГОВ | 1992 |
|
RU2044261C1 |
| СПОСОБ КОНТРОЛЯ ПЕРЕКОСА ВАЛКОВ КЛЕТИ ПРОКАТНОГО СТАНА В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1998 |
|
RU2122474C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
