2, Способ настройки; клетей стана для производст ва фасонных профилей совмещением калибров валков относительно расположенной в них струны, отличающийся тем, , с целью уменьшения времени настройки, в качестве струны используют прокат1
Изобретение относится к обработке металлов давлением, конкретнее к про :изводству фасонных профилей в бунтах
Цель изобретения - уменьшение времени настройки, обеспечение простоты и надежности эксплуатации и повышение точности готового изделия.
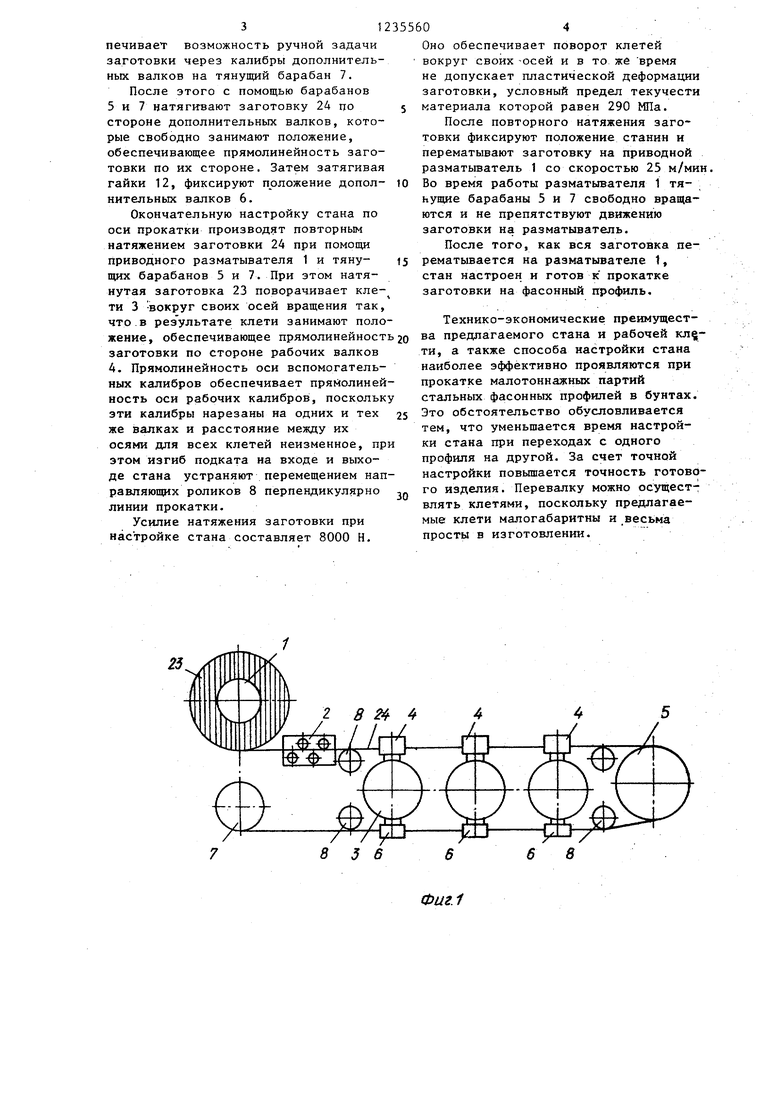
На фиг.1 представлена схема стана вид в плане; на фиг. 2 - то же, об- щий вид клети, продольный разрез.
Стан для производства фасонных профилей содержит приводной разматы- ватель 1, правильно-задающее устройство 2, клети 3 с рабочими валками 4 по линии которых смонтирован на вход стана тянующий барабан 5, и дополнительными валками 6, по линии которых на входе стана установлен тянущий барабан 7. Кроме того, на входе и выходе стана по линии как рабочих, так и дополнительных валков смонтированы неприводные направляющие ролики 8, имеющие возможность перемещения перпендикулярно оси прокатки.
Рабочая клеть 3 имеет ст-анину 9, выполненную в виде цилиндра и установленную своей цилиндрической расточкой на цилиндрическом выступе основания 10, рабочие 4 и дополнительные валки 6. Дополнительные валки имеют возможность перемещения вдоль вала 11 и снабжены фиксатором положения, выполненным в виде двух гаек 12, расположенных по обе стороны дополнительного валка 6 и упирающихся своими хвостовыми выступами в торец валков. Клеть также снабжена фиксатором 13 положения.
Нажимное устройство клети включает винт 1А, верхнюю подушку 15 и крьшку 16 станины. При этом давление обрабатываемого металла на валки при прокатке передается через подшипниковые опоры 17 на подушку 15, которая
ную заготовку с геометрией, совпада- юще|4 с размером вс помогательных калибров, пропускают ее через всё вспомогательные калибры рабочих и дополнительных валков и натягивают основным и дополнительным тянущими устройствами.
нагруясает нажимной винт 14, и, следовательно, крышку станины 16, которая в свою очередь за счет восьми крепежных болтов 18 передает нагрузку ста- 5 нине. Нижняя подушка 19 установлена на плите,, выполненной за одно целое со станиной 9, благодаря чему последняя воспринимает растягивающие напряжения от усилия прокатки. Клеть 0 снабжена механизмом подъема верхнего валка 20. Осевая фиксация валков 11 осуществляется штифтами 21 и, кроме того, для восприятия осевых нагрузок в качестве опор 17 использованы роли- 5 ковые подшипники с коническими роликами. Подушки 15 и 19 имеют цилиндрическую форму и выполнены с пазами для шпонки 22, недопускающей поворота подушек относительно станины 9. 0 Шпонка жестко закреплена со станиной стяжными болтами.
Работа устройства и настройка клетей стана для производства фасонного проката согласно предлагаемого спо- 5 соба осуществляется следуюш 1м образом.
Освобождают от фиксации клети и дополнительные валки. Сортовой прокат, например, из стали 35 диамет- 0 ром 7,5 мм в виде бунта 23 массо.й 200 кг помещают на приводной разма- тыватель 1. С помощью правильно-задающего устройства 2 заготовку 2А задают через вспомогательные калибры рабочих валков 4 на тянущий барабан 5 и наматывают на последний 4-5 витков, после чего передний конец обводят вокруг неприводного вращающегося ролика 8 и задают вручную через калибры дополнительных валков 6 на тянущий барабан 7. При этом тянущий барабан 5 производит намотку заготовки 24 со скоростью не более 6 м/мино Такая скорость протяжки обес5
печивает возможность ручной задачи заготовки через калибры дополнительных валков на тянущий барабан 7,
После этого с помощью барабанов 5 и 7 натягивают заготовку 24 по стороне дополнительных валков, которые свободно занимают положение, обеспечивающее прямолинейность заготовки по их стороне. Затем затягивая гайки 12, фиксируют положение дополнительных валков 6.
Окончательную настройку стана по оси прокатки производят повторным натяжением заготовки 24 при помощи приводного разматывателя 1 и тянущих барабанов 5 и 7. При этом натянутая заготовка 23 поворачивает кле- ти 3 -вокруг своих осей вращения так, что.в рез ультате клети занимают положение, обеспечивающее прямолинейность заготовки по стороне рабочих валков 4. Прямолинейность оси вспомогательных калибров обеспечивает прямолинейность оси рабочих калибров, поскольку эти калибры нарезаны на одних и тех же валках и расстояние между их осями для всех клетей неизменное, при этом изгиб подката на входе и выходе стана устраняют перемещением направляющих роликов 8 перпендикулярно линии прокатки.
Усилие натяжения заготовки при настройке стана составляет 8000 Н.
0
5
о 5
Оно обеспечивает поворот клетей вокруг своих -осей и в то же время не допускает пластической деформации заготовки, условный предел текучести материала которой равен 290 МПа.
После повторного натяжения заготовки фиксируют положение станин и перематывают заготовку на приводной разматьшатель 1 со скоростью 25 м/мин. Во время работы разматывателя 1 тянущие барабаны 5 и 7 свободно вращаются и не препятствуют движению заготовки на разматыватель.
После того, как вся заготовка пе- рематьшается на разматывателе t, стан настроен и готов к прокатке заготовки на фасонный профиль.
Технико-экономические преимущества предлагаемого стана и рабочей кл§- ти, а также способа настройки стана наиболее эффективно проявляются при прокатке малотоннажных партий стальных фасонных профилей в бунтах. Это обстоятельство обусловливается тем, что уменьшается время настройки стана при переходах с одного профиля на другой. За счет точной настройки повышается точность готового изделия. Перевалку можно осуществлять клетями, поскольку предлагаемые клети малогабаритны и весьма просты в изготовлении.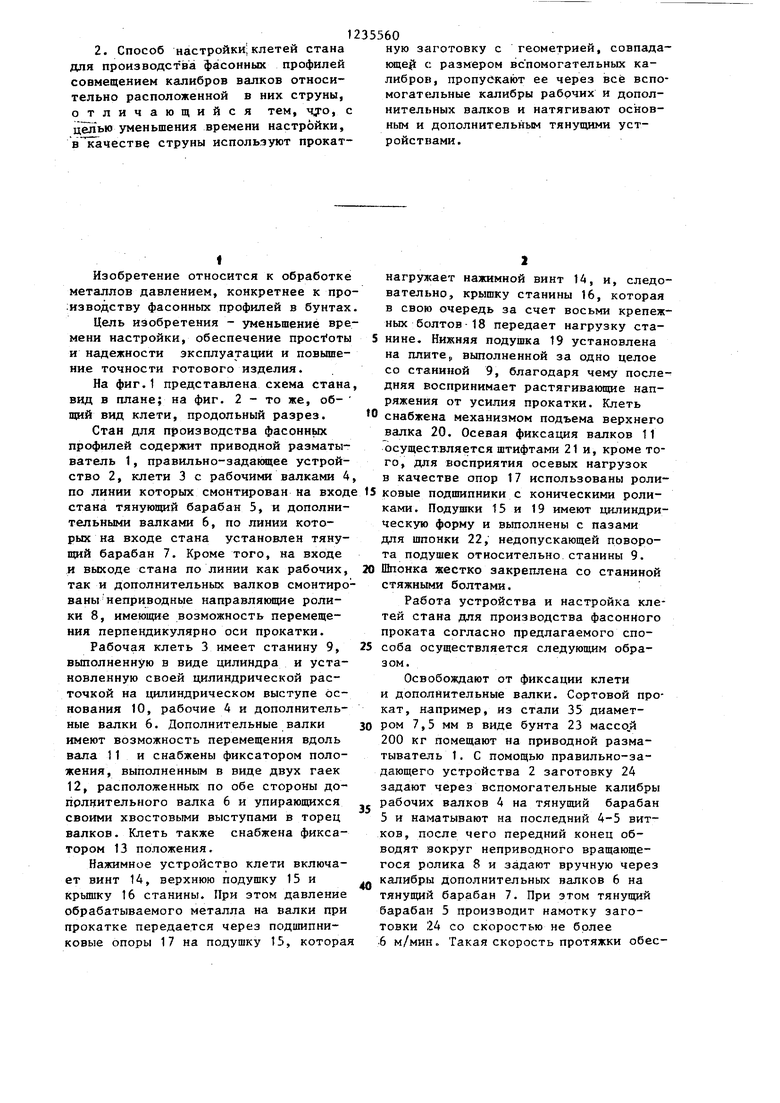
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| Профилегибочный стан | 1982 |
|
SU1098606A1 |
| Трубопрокатный стан поперечно- винтовой прокатки | 1977 |
|
SU713627A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| Кассета для неприводных валков клети с многовалковым калибром | 1983 |
|
SU1079319A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ С ФАЛЬЦЕВЫМ ШВОМ | 2003 |
|
RU2260499C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| Привод валков рабочей клети прокатного стана | 1982 |
|
SU1072936A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
1. Стан для производства фасонных профилей, содержащий последовательно установленные на плитовине клети с расположенными по одну сторону станины консольными жестко закрепленными на осях рабочими валками с фасонными калибрами и тянущее устройство на выходе стана, отличающийся тем, что, с целью уменьшения времени настройки, обеспечения простоты и надежности эксплуатации и повышения точности готового изделия, станина каждой клети установлена с возможностью поворота относительно оси, перпендикулярной плоскости шти- товины, и снабжена фиксатором положения, при этом каждая клеть снабжена расположенными со стороны, противо по- ложной рабочим валкам, дополнительными холостыми консольными валками, установленными с возможностью их свободного осевого перемещения, причем на всех валках выполнены одинаковые вспомогательные калибры, а на входе стана по стороне дополнительных ков смонтировано дополнительное тянущее устройство. с S (Л to со СП СП 05
8
Фиг.1
f6
20
W
фиг. 2
Редактор В.Иванова
Составитель И.Скоробогатский
Техред О.Сопко Корректор Т.Колб
Заказ 3038/6 Тираж 518Подписное
ВНИИПИ Государствзнного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. ,, д. А/5
Г1роичв(ХГ1СТЕ)РННо-полигряфическое предприятие, г.Ужт ород,
л . 1|р1Ч КТ1ЬЧЯ . --1
| Финкельштейн Я.С | |||
| Справочник по прокатному и трубному производству | |||
| М.: Металлургия, 1975, с.184- 188 | |||
| Ассер Л.Е., Шапиро М.М | |||
| и Шей- ман Э.Л | |||
| Настройка непрерывных проволочных станов, М.: Металлургия, 1966, с.74-75 | |||
| Тришевский И.С., Клепанда В.В | |||
| и Литовченко Н.В, Настройка непрерывных прокатных станов | |||
| М.: Металлургия, 1964, с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
