Известны прокатные клети с четырехвалковым калибром для шрокатки сортовых профилей, содержащие Станину, приводные ба ндажированные опорные валки с профилированными ребордами и холостые баядажированные рабочие валки.
Предлагаемая прокатная клеть отличается от известных тем, что соседние рабочие валки попарно установлены в общей кассете, и каждая такая пара рабочих валков опирается под углом 45° на бандажи общего опорного валка.
Эти отличия .позволяют упростить канструКцию и повысить жесткость клети.
С целью регулировки раствора валков бандажи спаренных рабочих валков и, по крайней мере, один бандаж каждого опорного валка установлены на своих осях подвижно в осевом на1правлении, при этом подвижные бандажи опорных валков снабжены механизмом осевого перемещения, а бандажи рабочих валков выполнены плавающими.
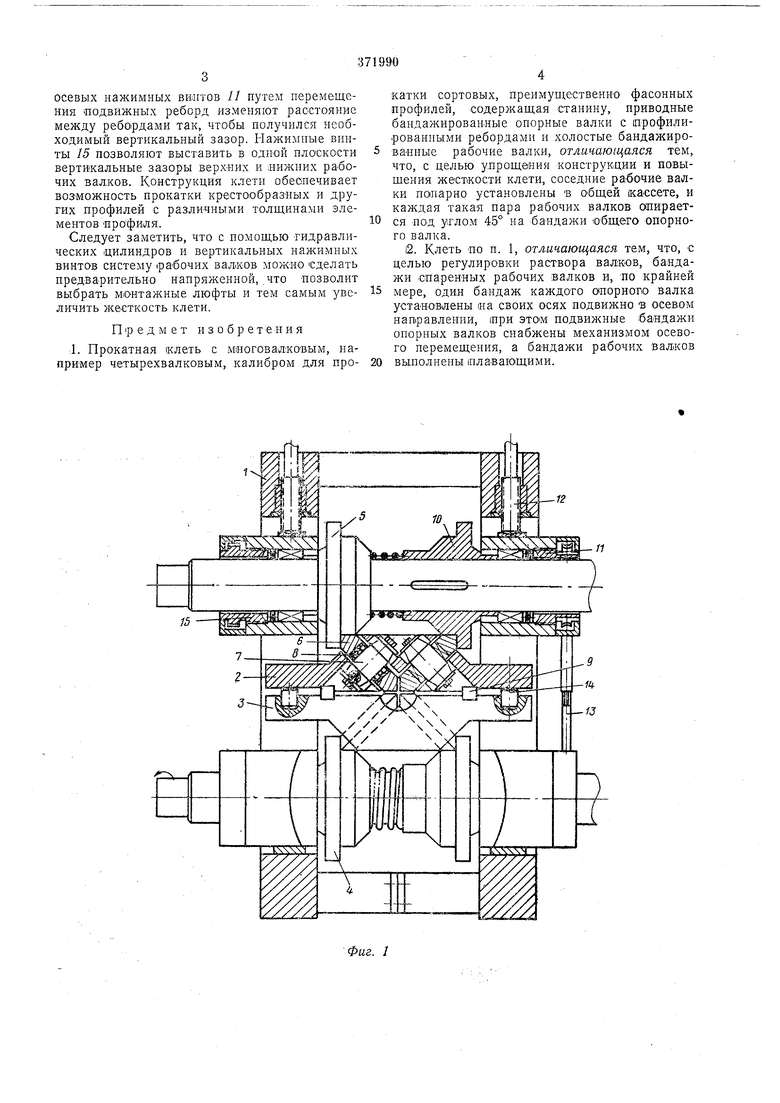
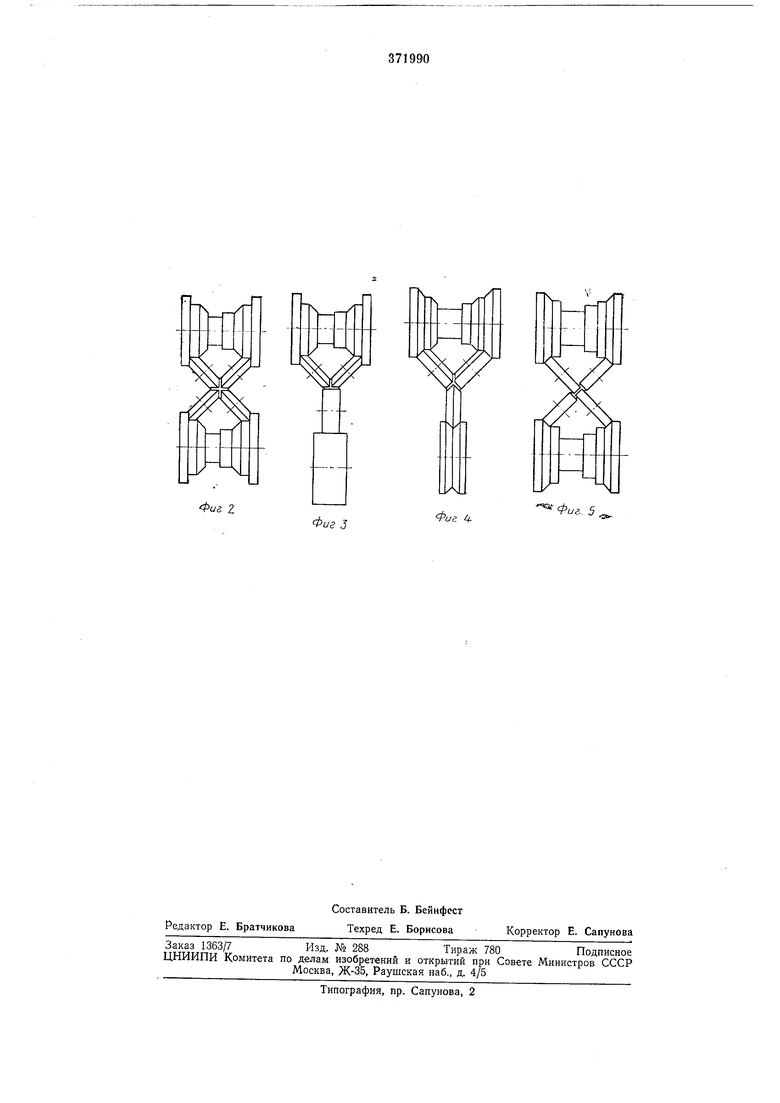
На фИГ. 1 .паказан пример конструсктивного исполнения клети с калибровкой применительно к прокатке крестообразного профиля; на фиг. 2-5 - возможные варианты компановки клети для лрокатаи различных профилей. Клеть состоит из станины /, в которой расположены кассеты 2, 3 с рабочими валками и узлы опорных валков 4, 5.
Рабочие валки, представляющие собой узкие бандажи 6, вращаются относительно неподвижных осей 7 на подщипниках 8. Верхняя кассета фиксируется относительно «ижней специальным клиновым соединением 9, позволяющим также и устанавливать определенный горизонтальный зазор .между рабочими валками.
валки имеют шодвижные в осевом направлении бандажи 10 с ребордами. Путем горизонтального перемещения подвижного бандажа 10 при помощи нажимных винтов //
и вертикального перемещения верхнего валка в целом «ажимными винтами 12 производится установка и регулирование вертикального и горизо.нтального зазоров .между рабочими валками. Механизмы .нажимных винтов //
обоих валков сблокированы щлицевыми валами 13, что позволяет производить как совместную, так и разделительную установку валков. Для уравновещивания верхнего узла опорных валко1В и верхней кассеты с рабочими валками применяются гидравлические цилиндры 14.
Клеть работает следующим образом.
В станину открытого ти1па вставляется узел
нижнего опорного валка. Затем монтируются
нижняя и верхняя кассеты с рабочими валками, причем между ними располагают гидравлические Цилиндры. Последним вставляется узел верхнего опорного валка. Ответственным этапом в оборке и последующей работе клети является правильная настройка клети,
т. е. установление необходимых горизонтальных и вертикальных зазоров между рабочими поверхностями рабочих бандажей. С помощью осевых нажимных винтов 11 путем перемещения ПОДВИЖНЫХ реборд изменяют расстояние между ребО|рдами так, что-бы получился необходимый вертикальный зазор. Нажимиые винты 15 позволяют выставить в одной плоскости вертикальные зазоры верхних и нижних рабочих вал.ков. Конструкция клети обеспечивает возможность прокатки крестообразных и других профилей с различными толш,инами элементов профиля. Следует заметить, что с помощью Гидравлических .цилиндров и вертикальных нажимных винтов систему (рабочих вал.ков можно сделать предварительно напряженной, что позволит выбрать м.онтажные люфты и тем самым увеличить жесткость клети. Предмет изобретения 1. Прокатная клеть с многовалковым, например четырехвалковым, калибром для про510 15 20 катки сортовых, преимущественно фасонных профилей, содержащая станину, приводные бандажирован-ные опорные валки с ирофилированными ребордами и холостые бандажированные рабочие валки, отличающаяся тем, что, с целью упрощения конструкции и повыщения жесткости клети, соседние рабочие валки попарно установлены в общей кассете, и каждая такая пара рабочих валков опирается иод углом 45° на бандажи .общего опорного валка. |2. Клеть по п. 1, отличающаяся тем, что, с целью регулировки раствора валков, бандажи спаренных рабочих валков и, по крайней мере, один бандаж каждого опорного валка установлены на своих осях подвижно в осевом направлении, при этом подвижные бандажи опорных валков снабжены механизмом осевого перемещения, а бандажи рабочих валков выполнены плавающими.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| Кассета вертикального валка предварительно напряженной клети бесстанинного типа | 1981 |
|
SU956077A1 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| ПРОКАТНАЯ КЛЕТЬ КВАРТО | 1972 |
|
SU343726A1 |
| Кассета вертикального валка четырехвалковой клети | 1983 |
|
SU1117095A1 |
| Универсальная клеть прокатного стана | 1988 |
|
SU1674999A1 |
| Кассета для вертикального валка универсальной клети | 1980 |
|
SU942823A1 |
| Четырехвалковая клеть | 1987 |
|
SU1417946A1 |
Фиг. 1
Фиг 1
Фиг J
Фиг 4
