Известен станок для Соединения полых деталей яз листового материала закаткой краев, содержащий ста«ину -с устано;влеЕными ва «ей склавЫМ цилиндром, на штоке которого закреплен подъемный стол с (подвижной -нижней и верхней оправкой с приводом вращения, а также закатной головкой с роликами.
Предлагаемый станок отличается от известного тем, что НИЖНЯЯ оправка имеет привод от дополнительных сило.вых цилиндров, разменденных iB столе, а на станине закреплены упоры, фиксирующие положение щтока црн подпрессовке изделий. При это:м на верхней оправке выполнен бурт трапецеидального сечения, взаимодействующий лря закатке с роликами, имеющими соответствующий рабочий профиль. Это позволяет .производить подорессовку изделий перед закаткой, а также калйбровку закатанного щва.
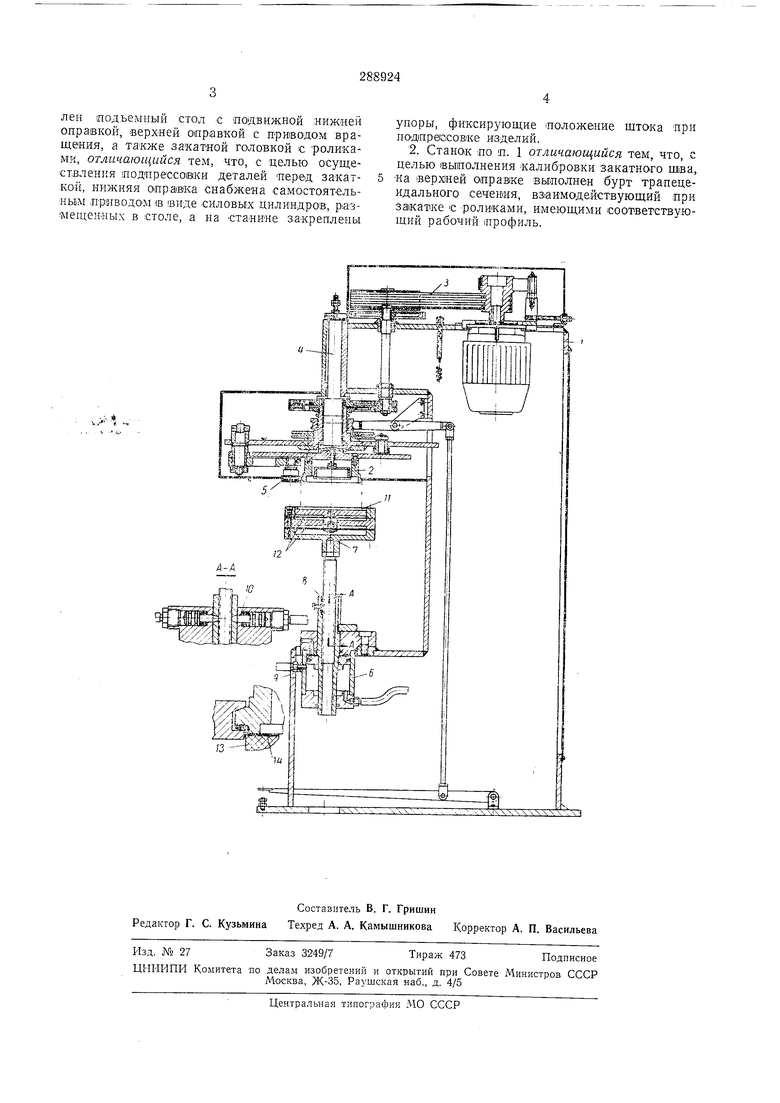
Описываемый станок схематично изображен па чертел е.
Он содержит станину /, верхнюю оправку 2 с приводом вращения 3 и закатной головкой 4, ролик 5, подъемный стол 6, Пневматический силовой цилиндр 7 подъема стола со щтоком 8 и отверстнеМ 9 фиксаторы 10, а также нижнюю подвиж1ную онравку // с дополнительными пневматическими силовьгми цилиндрами /2 мембранного тнпа.
Станок работает следующим образом. Деталь 13 (корпус) уст аи а вливаете я на нижнюю оправку и включается подача воздуха в цилиндр, в результате чего деталь ноднимается и поджимается к оправке. Поршень цплппдра 7, перемещаясь в крайнее верхнее положение, открывает отверСтне 9 и ноочередно подключает к воздушной магистрали фиксаторы и цилиидры 12. Фиксаторы в свою очередь зап ;рают шток 8 и дилпндры 12 производят иодпрессовку деталей, т. е. насадку детали 14 (крышки) в деталь 75 (корпус).
По окончании подпрессовкп производится закатка краев деталей. Ролнки, обкатываясь по бурту оправки, за счет трапецеидального сечения бурта преобразуют радиальную нодачу в осевую, осуществляя прн этом калибровку закатанного нша. После закатки возвращаются в исходное ноложение, шток отпирается, и цилиндры отключаются от nneisмосистемы. Стол с готовым изделием под действием собственного веса оцускается. Далее цикл работы повторяется.
Предмет пзобретеппя
1. Станок для соединения полых деталей пз листового Материала закаткой краев, содержащий станину, с установленным на ней силовым цилиндро, на штоке которого за креплен подъемный стол с подвижной иижней оправкой, верхней оправкой с приводом вращения, а также закатной головкой с роликами, отличающийся тем, что, с Целью осуществления подпрессонки деталей перед закаткой, нижняя оправка снабжена самостоятельным приводом IB виде €Нловьгх .цилиндров, размещенных в столе, а на станине закреплены
упоры, фиксирующие положение щтока при подлреюсовке изделий.
2. Станок по in. 1 отличающийся тем, что, с целью выполнения -калибровки закатного шва, На верх)ней оправке вьвполнен бурт трапецеидального сечения, взаимодействующий при закатке с роликами, имеющими соответствующий рабочий профиль.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| СТАНОК ДЛЯ СБОРКИ ЗАПРЕССОВКОЙ ДВУХ ПОЛЫХ ДЕТАЛЕЙ | 1969 |
|
SU252947A1 |
| Способ формирования горловины полого цилиндрического изделия и устройство для его осуществления | 1990 |
|
SU1810175A1 |
| Станок для закатки изделий | 1980 |
|
SU871897A1 |
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |
| Станок для закатки гильз, надрезки пуль и калибровки целевых спортивных патронов | 1961 |
|
SU143682A1 |
| Установка для отбортовки | 1990 |
|
SU1771849A1 |
| Станок для изготовления замкнутых коробчатых изделий | 1986 |
|
SU1400710A2 |
| Одношпиндельный автоматический станок для закатки кромок обечайки | 1973 |
|
SU507385A1 |
| Способ закатки горловины баллона и устройство для его осуществления | 1990 |
|
SU1754295A1 |