Изобретение предназначено для термообработки цветных заготовок под штамповку.
Известные электрические печи карусельного типа не имеют полностью автоматизированной загрузки и выгрузки деталей. Поэтому подобные печи невозможно встраивать в автоматическую линию.
Предложенная печь отличается от известных тем, что для автоматизации загрузки и выгрузки деталей в камере помещен загрузочный корпус, в котором установлены наклонные цилиндры с направляющими пазами и стаканами, охватываемыми кожухами и выполненными со скосами, имеющими возможность перемещения по направляющим пазам с помощью толкателя выталкивающего механизма.
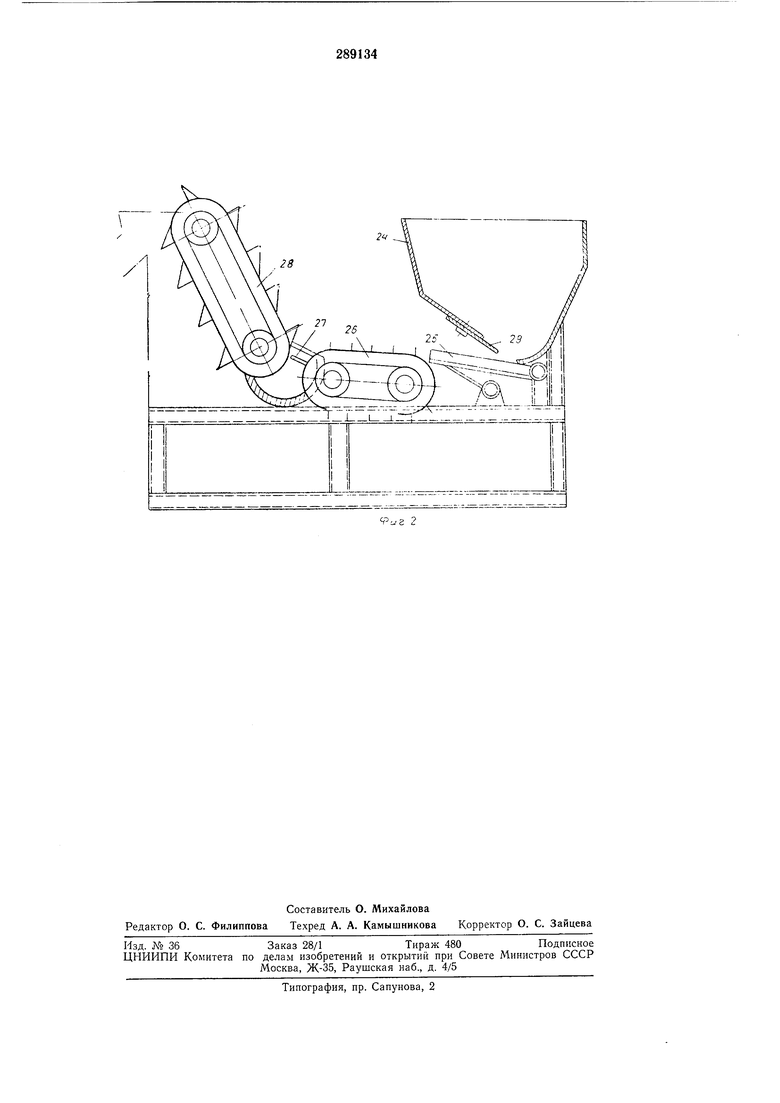
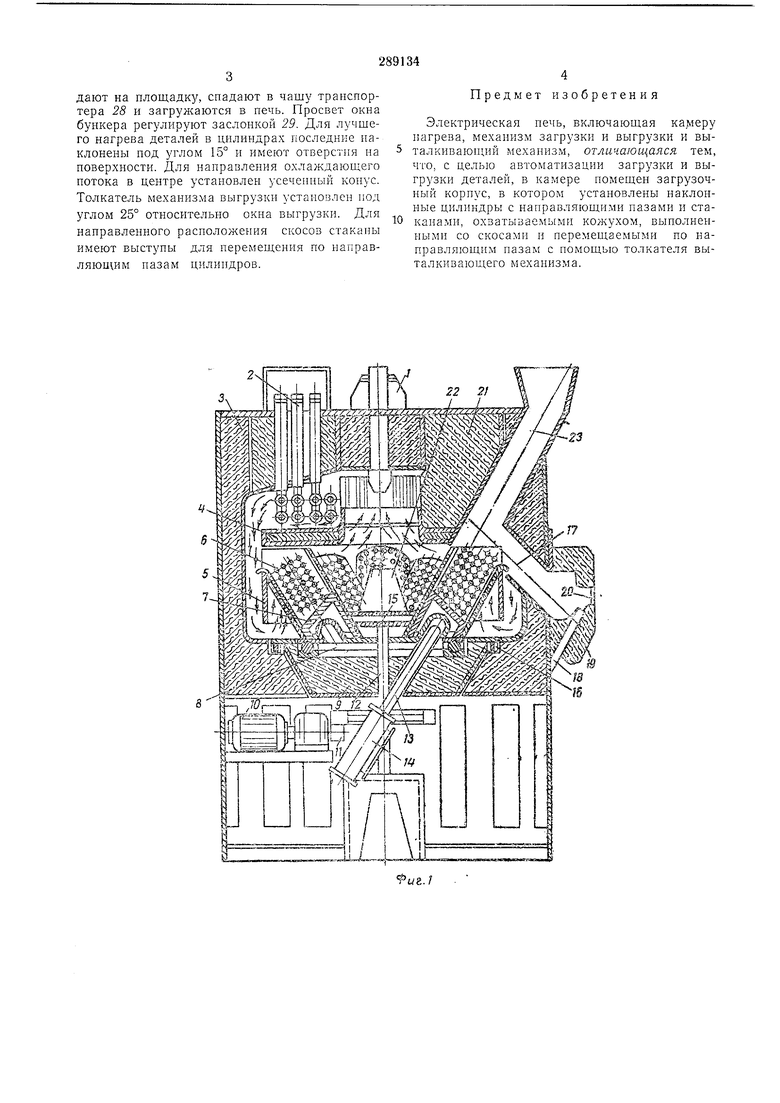
На фиг. 1 изображена нечь, общий вид; на фиг. 2 - механизм загрузки.
Электрическая нечь включает вентилятор /, нагревательные элементы 2, корпус печи 3, улитку 4, направляющий 5. цилиндры 6, стаканы 7, опорное кольцо 8, неподвижный под 9, привод W печи, конечные выключатели 11, вал 12 привода, толкатель 13, выталкивающий механизм 14, загрузочный корпус 15, несочный затвор 16, окно выгрузки 17, механизм выгрузки 18, камеру механизма выгрузки 19, дверцу механизма 20, монтажный блок 21, направляющий конус 22 и окно выгрузки 23.
После нагрева печи подается команда на привод ее, который связан с загрузочным корпусом 15. На валу посажен круговой сектор с ВЕзГСтунамн и фиксируемым механизмом. Затем
подается команда на механпзм загрузки, и деталп загружаются в первый цилиндр. Через 7-10 мин загрузочный корпус вновь приходит в движение, и загружается следующий цилиндр. Когда в процессе движения и выстоя
загрузочного корпуса с цилиндрами будут полностью загружены все восемь цилиндров и первый цилиндр подойдет с нагретыми деталями к окну выгрузки, тогда будет подана команда па выталкивающий механизм 14 и толкатель/5.
Последний входит в отверстие неподвижного пода 9. В этот момент по направляющим окна выгрузки детали упадут в камеру механизма выгрузки. Затем толкатель вновь начинает движение и сбрасывает новую порцию деталей в камеру механизма выгрузки, который подает детали на транспортер и т. д.
Механизм загрузки работает следующим образом.
В бункер 24 засыпаются детали. В нижней части бункера установлен вибратор с лотком 25. Детали подаются на транспортер 26, на конце которого установлена площадка, связанная CQ счетным механизмом 27. Детали падают на площадку, спадают в чашу транспортера 28 и загрул аются в печь. Просвет окна бункера регулируют заслонкой 29. Для лучшего нагрева деталей в цилиндрах последние наклонены иод углом 15° и имеют отверстия на поверхности. Для направления охлаждающего иотока в центре установлен усеченный конус. Толкатель механизма выгрузки установлен иод углом 25° относительно окна выгрузки. Для направленного расиоложения скосов стаканы имеют выступы для перемещения по направляющим пазам цилиидров.
Предмет изобретения
Электрическая иечь, включающая камеру иагрева, механизм загрузки и выгрузки и выталкивающий механизм, отличающаяся тем, что, с целью автоматизации загрузки и выгрузки деталей, в камере помещен загрузочный корпус, в котором установлены наклонные цилиндры с направляющими иазами и стаканами, охватываемыми кожухом, выиолнениыми со скосами и перемещаемыми по направляющим пазам с помощью толкателя выталкивающего мехаиизма.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА Для ПОЛУЧЕНИЯ СТАЛЬНЫХ БРИКЕТОВ | 1970 |
|
SU269067A1 |
| УСТРОЙСТВО ПОДАЧИ ДЕТАЛЕЙ | 2013 |
|
RU2533980C1 |
| Печь термообработки цилиндрических деталей | 1989 |
|
SU1733885A1 |
| Загрузочно-разгрузочное устройство к горизонтальному поворотному столу | 1984 |
|
SU1180226A1 |
| Линия для гальванической и химической обработки изделий | 1987 |
|
SU1446199A1 |
| Агрегат для малоокислительного нагрева | 1968 |
|
SU448911A1 |
| Устройство для ориентации цилиндрических деталей с профилированными торцами | 1980 |
|
SU889381A1 |
| Линия для термической обработки | 1985 |
|
SU1416519A1 |
| Установка для термического удаления заусенцев | 1988 |
|
SU1636455A1 |
| Линия для изготовления полимерных изделий литьем под давлением | 1980 |
|
SU939260A1 |