Известен способ определения натяжения полосы металла в прокатных станах по частоте ее собственных колебаний, возникающих при прокатке от вибрации оборудования, с учетом изгибной жесткости полосы.
Предложенный способ отличается от известного тем, что в результате измерения дополнительно вносят поправку в зависимости от скорости движения полосы.
Это обеспечивает повышение точности определения натяжения полосы металла.
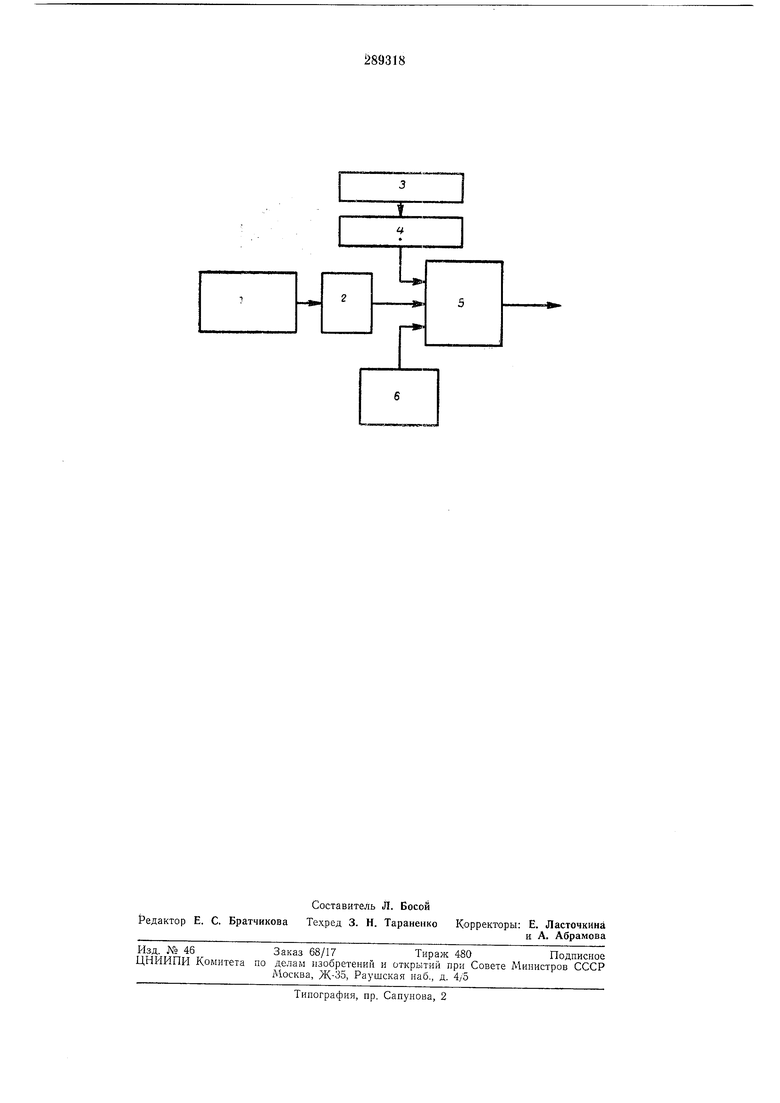
На чертеже изображена блок-схема устройства, реализующего предложенный способ.
Способ определения натяжения полосы металла D прокатных станах заключается в следующем.
С помощью измерителя / собственной частоты колебаний полосы и преобразователя 2 определяют величину удельного натяжения неподвижной полосы без учета жесткости. Посредством датчика 5 скорости прокатки и квадратичного преобразователя 4 определяют составляющую удельного натяж;ения, зависящую от скорости движения металла. Обе полученные величины подаются на сумматор 5, где суммируются с составляющей удельного натяжения, зависящей от жесткости прокатываемой полосы и поступающей в сумматор 5 от задатчика 6 поправки на жесткость полосы. В качестве задатчика 6 может быть использован источник регулируемого сигнала, величина которого устанавливается вручную и зависит от поперечного сечения прокатываемого металла и его механических свойств.
Сигнал, снимаемый с выхода сумматора 5. пропорщюнален величине удельного натял ения полосы металла в прокатном стане.
Предмет изобретения
Способ определения натяжения полосы металла в прокатных станах по частоте ее собственных колебаний, возникающих при прокатке от вибрапии оборудования, с учетом изгибной Лчесткости полосы, отличающийся тем, что, с целью повышения точности определения натяжения полосы металла, в результат измерения дополнительно вносят поправку в зависимости от скорости движения полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения натяжения полосы в вертикальных башенных печах | 1982 |
|
SU1044365A1 |
| Устройство для измерения межклетевого натяжения на непрерывном стане горячей прокатки | 1976 |
|
SU601062A1 |
| Устройство для измерения межклетевого натяжения на непрерывном стане горячей прокатки | 1980 |
|
SU876230A1 |
| Устройство для автоматического управления моталкой непрерывного стана холодной прокатки | 1984 |
|
SU1202653A1 |
| Способ управления многодвигательным электроприводом постоянного тока | 1968 |
|
SU471645A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ПРОЦЕССЕ ПРОКАТКИ МЕЖДУ КЛЕТЯМИ МНОГОКЛЕТЬЕВОГО СТАНА С ПЕЧНЫМИ МОТАЛКАМИ | 2002 |
|
RU2268800C2 |
| Устройство для регулирования жесткости прокатной клети | 1977 |
|
SU749479A1 |
| Устройство автоматического регулирования профиля прокатываемой полосы | 1974 |
|
SU880530A1 |
| Система совместного регулирования толщины и профиля полосы при прокатке | 1990 |
|
SU1731320A1 |
| Устройство для определения жесткостипОлОСы B пРОцЕССЕ НЕпРЕРыВНОй гОРячЕйпРОКАТКи | 1979 |
|
SU848110A1 |