Изобретение быть использовано на всех металлообрабатывающих предприятиях.
Известные способы повышения стойкости штампового инструмента разделительных штампов путем охлаждения режуших кромок штампового инструмента требуют выполнения штампов с водоохлаждаемой обоймой, а также снабжения штампов подводящим и отводящим шлангами, арматурой, уплотнениялш, системой переключения жидкости.
Охлаждение штампов по предлагаемому способу позволяет упростить конструкцию штампов и их обслуживание.
Описываемый способ поясняется чертежом.
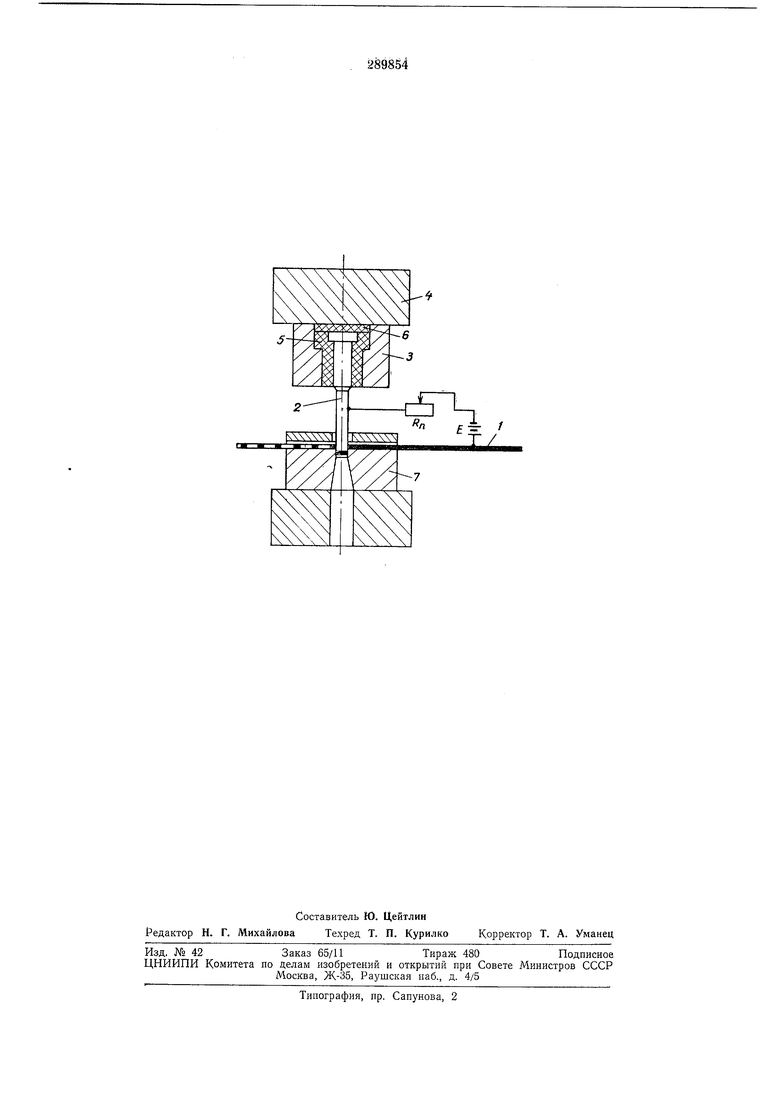
Через штампуемый материал 1 и пуансон 2 пропускают постоянный ток в направлении, обратном току, создаваемому термоэлектродвижущей силой, возникающей при осуществлении рабочего хода пресса в местах контакта боковой рабочей поверхности пуансона с поверхностью разделения штампуемого материала. Между пуансоном и пуансонодержателем 5 и верхней плитой 4 штампа устанавливают обойму 5 и прокладку 6, выполненные из электроизоляционного материала. В электрическую цепь включают ограничивающее сопротивление, которое одновременно является и подстроечным
штамповый инструмент - штампуемый материал - пресс происходит охлаждение рел ущих кромок пуансона и матрицы 7 и других мест контакта боковой рабочей поверхности штампового инструмента и поверхности разделения штампуемого материала. В результате этого охлаждения повышается износостойкость штампового инструмента. Время пропускания тока определяют в зависимости от быстроходности пресса, величины заглубления пуансона в матрицу, толщины металла и т. д.
Предмет изобретения
Способ повышения стойкости штампового инструмента разделительных штампов путем охлаждения режуших кромок инструмента, отличающийся тем, что, с целью упрощения конструкции штампов и их обслул ивания, охлаждение производят с помощью постоянного тока, который пропускают по цепи штамповый инструмент - штампуемый материал - пресс в направлении, обратном току, создаваемому термоэлектродвижущей силой, возникающей в местах контакта поверхности разделения штампуемого материала и инструмента, который предварительно изолируют электроизолирующим материалом от несущей части штампа.
Л
П/:4 /
Т/
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ИЗМАТЕРИАЛА | 1968 |
|
SU222319A1 |
| Способ повышения стойкости штампо для пробивки и вырубки | 1977 |
|
SU625815A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1991 |
|
RU2018395C1 |
| Комбинированный штамп | 1985 |
|
SU1233999A1 |
| Штамп для разделительных операций | 1974 |
|
SU538773A1 |
| Способ охлаждения и смазки штампового инструмента и устройство для его осуществления | 1987 |
|
SU1512701A1 |
| Штамп для резки листового материала | 1984 |
|
SU1148727A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| Закрытый штамп | 1979 |
|
SU863129A1 |