1
Изобретение относится к технологической оснастке для холодной листовой штамповки и может быть использовано на металлообрабатывающих предприятиях.
Известно устройство для затачивания рабочих деталей путем снятия с них электрохимической обработкой дефектных слоев, содержащее источник тока, один полюс которого подключен к обрабатываемой детали, а другой к инструменту, а также ванну с электролитом 1.
Однако для обработки рабочих деталей щтампа на этом устройстве необходимо щтамп снимать с пресса, что связано с большими потерями времени, особенно при съеме и установке крупногабаритных штампов.
Известно также устройство для охлаждения режущих кромок инструмента, обеспечивающее повышение стойкости штампа путем пропускания постоянного тока по цепи рабочая деталь - обрабатываемый материал - пресс 2.
Стойкость штампа повышается за счет охлаждения рабочих деталей, не обеспечивая Затачивания последних.
Предлагаемый щтамп для затачивания рабочих деталей без снятия щтампа с пресса и в процессе его работы снабжен устройством для нанесения электролита на обрабатываемый материал, размещенным со стороны подачи последнего в штамп.
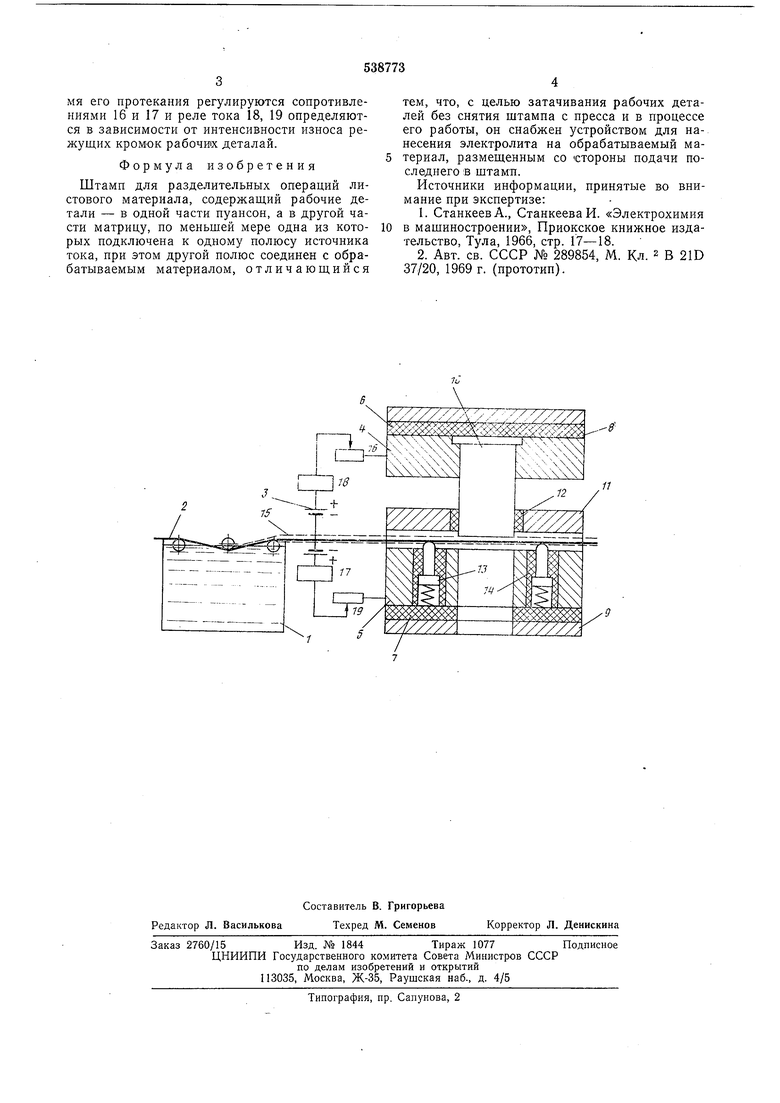
На чертеже показан предлагаемый штамп, продольный разрез.
Штамп содержит устройство 1 для нанесения электролита на материал 2, источник тока 3, положительный полюс которого соединен с держателем 4 и матрицей 5, которые изолируются прокладками 6 и 7 от плит 8 и
9 штампа. В держателе 4 установлен пуансон 10. На матрице 5 закреплен съемник 11, изолируемый от пуансона 10 втулкой 12. В матрице 5 также установлены отлипатели 13, изолируемые от нее втулками 14. Прокладки 6 и
7, втулки 12 и 14 выполнены из электроизоляционного материала.
Штамп работает следующим образом. При ходе ползуна пресса вниз (не показан) и погружения пуансона 10 и матрицы 5 в слой
электролита 15, смачивающего материал 2, по цепям пуансон - электролит-материал и матрица - электролит - материал протекает электрический ток. В результате протекания тока в электролите происходит процесс электрохимической обработки анодного растворения дефектного слоя металла на торцовой поверхности пуансона и матрицы. Удаление продуктов растворения производится обрабатываемым материалом. Величина тока и время его протекания регулируются сопротивлениями 16 и 17 и реле тока 18, 19 определяются в зависимости от интенсивности износа режущих кроМОК рабочи1Х деталай.
Формула изобретения
Штамп для разделительных операций листового материала, содержащий рабочие детали - в одной части пуансон, а в другой части матрицу, по меньщей мере одна из которых подключена к одному полюсу источника тока, при этом другой полюс соединен с обрабатываемым материалом, отличающийся
тем, что, с целью затачивания рабочих деталей без снятия штампа с пресса и в процессе его работы, он снабжен устройством для нанесения электролита на обрабатываемый материал, размещенным со стороны подачи последнего IB штамп.
Источники информации, принятые во внимание при экспертизе:
1.СтанкеевА., СтанкееваИ. «Электрохимия в мащиностроении, Приокское книжное издательство, Тула, 1966, стр. 17-18.
2.Авт. св. СССР № 289854, М. Кл. В 21D 37/20, 1969 г. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ШТАМП ДЛЯ ОБРЕЗКИ ЛИСТОВЫХ ДЕТАЛЕЙ ПО РАДИУСУ | 1973 |
|
SU397253A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| Переналаживаемый штамп совмещенногодЕйСТВия | 1978 |
|
SU841719A1 |
| Устройство для штамповки деталей из ленточного материала | 1988 |
|
SU1590170A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫТЯЖНОГО ШТАМПА | 1991 |
|
RU2015832C1 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2006 |
|
RU2342472C2 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ПАЗОВ В ЛИСТОВЫХ ДЕТАЛЯХ | 1971 |
|
SU426731A1 |
| Способ изготовления матрицы вырубного штампа | 1984 |
|
SU1237280A1 |
| Устройство для штамповки металлических изделий | 1947 |
|
SU71708A1 |
