Известны способы непрерывного литья металлов через формуюпдие насадки в жидкий теплоноситель. Однако при этом корочка слитка начинает кристаллизоваться на внутренней стенке насадки, что вызывает трение слитка о насадку.
В предложенном способе металлостатическое давление практически полностью уравновешивают за счет создания равенства давлений с обеих сторон поверхности слитка, что позволяет производить вытягивание слитка из насадки со скоростью, при которой кристаллизация начинается после выхода жидкого металла из насадки.
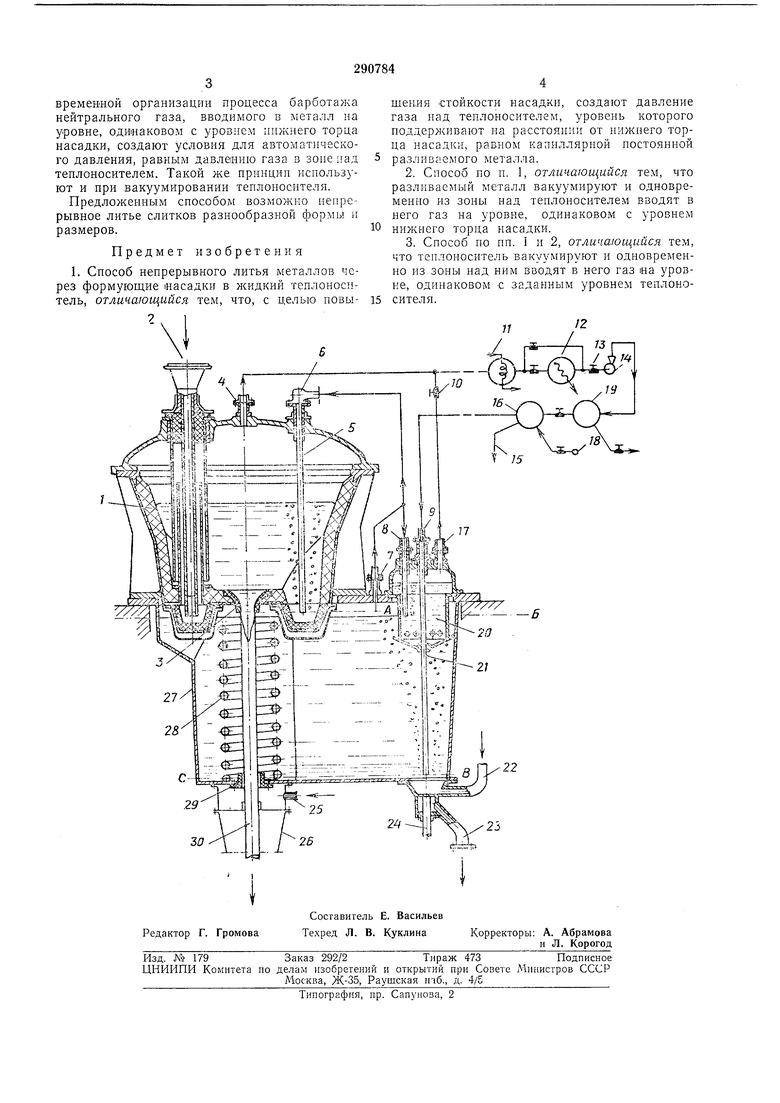
Способ осуществляют с помощью устройства, показанного на чертеже, на которой изображены .миксер 1, металлоприемник 2; формующая насадка 5; выходной штуцер 4 для подключения миксера / к вакуумной системе; регулирующий барботажный канал 5 со штуцером 6 для подачи нейтрального газа; штуцер 7 для вакуумного отсоса нейтрального газа; 8 - регулирующий барботажный канал, 9--штуцер для нодачи газа, 10 - ограничительный дроссель. Вакуумная система включает теплообменник 11 предварительного охлаждения газа, фильтр 12, дроссель 13 регулирования барботажа, вакуум-насос 14, газовую линию 15, основной рессивер 16, штуцер 17, ввод газовой подпитки 18 и напорный рессивер 19, 20 - накопительный стакан, 21 - барботажный канал; патрубки 22 и 23 и стопорное устройство 24 входят в систему заполнения слива теплоносителя; штуцер 25 укреплен на кожухе 26, установленном на корпусе 27, в котором смонтирован теплообменник 28; уплотнение 29 установлено на выходе слитка 30 из корпуса 27 с теплоносителем. Буквами обозначены: А - уровень торца насадки 5, Б - уровень тенлоносителя и В -
уровень ввода в теплоноситель барботажного канала 21.
Сущность способа заключается в следующем. Регулирующий канал 8 с 1стемы стабилизации уровня расплава теплоносителя устанавливают так, что уровень в расплаве приближают к нижней кромке на расстояние порядка величины капиллярной постоянной разливаемого металла. Затем начинают медленное смещение вниз затравки. Так как канал 5
установлен на уровне А, металл не прорваться, поскольку гидростатический напор до уровня В не нревыщает диапазон проявления сил поверхностного натялсения. Далее металл поступает в теплоноситель и кристаллизуется полностью в его среде.
При использовании теплоносителя с плотностью, равной или большей плотности металла, возмолсна полная разгрузка его корочки от механических напрял ений или равномерное
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1968 |
|
SU463298A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ | 1990 |
|
RU2020035C1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ РАСХОДА ЖИДКОГО МЕТАЛЛА | 1998 |
|
RU2124960C1 |
| Способ разливки металла | 1984 |
|
SU1201047A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ РАСХОДА ЖИДКОГО МЕТАЛЛА | 1997 |
|
RU2099162C1 |
| ПРОТИВОТОЧНЫЙ СЕКЦИОНИРОВАННЫЙ ГАЗЛИФТНЫЙ РЕАКТОР ДЛЯ ГАЗОЖИДКОСТНЫХ ПРОЦЕССОВ | 2003 |
|
RU2268086C2 |
| Конвейерная машина для непрерывной разливки стали в слитки | 1940 |
|
SU66397A1 |
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| Способ отбора и подготовки газовых проб для поточного анализа и технологическая линия для его осуществления | 2018 |
|
RU2692374C1 |
| Устройство для литья слитков авкуумным всасыванием | 1977 |
|
SU670382A1 |
