Известна автоматическая линия для механической обработки картеров ведущих мостов автомобилей, содержащая сверлильные, расточные, резьбонарезные и фрезерные станки, связанные транспортером. Последний выполнен в виде двух желобов с толкающими штангами, что увеличивает габариты линии и ухудшает условия ее обслуживания.
Предлагаемая автоматическая линия отличается от известной тем, что ее транспортер снабжен двумя расположенными на выходном конце вертикальной и горизонтальной каретками и смонтированными на его базовой новерхности зажимными приспособлениями, содержащими Г-образную несущую планку, предназначенную для подвешивания заготовок, и три параллельные нланки, служащие Для ориентирования заготовок в вертикальном положении, а фрезерный станок линии оснащен бабкой, в которой параллельно фрезам установлены регулируемые нхетки для съема заусенцев с заготовок носле фрезерования во время быстрого перебега и отвода бабки фрезерного станка в исходное ноложение. Это уменьшает габариты линии и улучшает условия ее обслуживания.
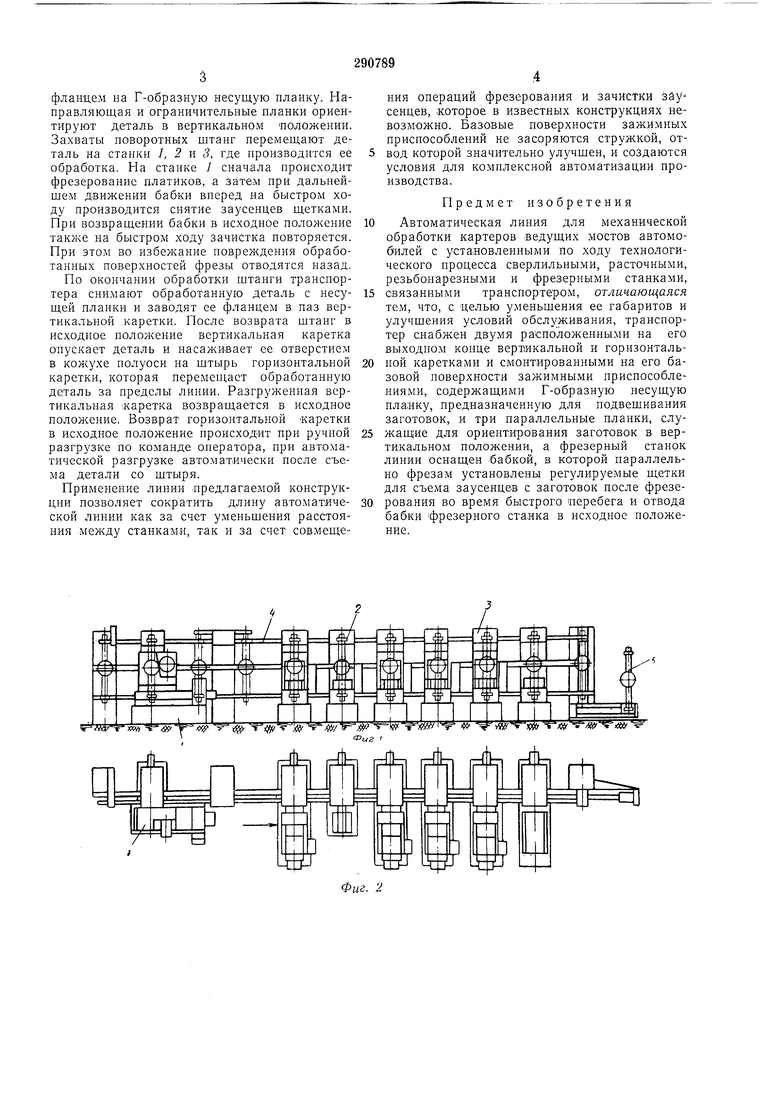
На фиг. 1 показана предлагаемая линия, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - транспортер, вид спереди; на фиг. 4 - бабка фрезерного станка, вид спереди; на фиг. 5 - вид по стрелке А на фиг. 4; на фнг. 6 - каретка транспортера в верхнем и нижнем положепиях. у втоматическая линия состоит из агрегатиых фрезерного /, сверлильных и расточных 2, а также резьбонарезными 3 станков, связанных между собой И1танговым транспортером 4. Для ориентации обрабатываемой детали 5 на транспортере имеются Г-образная нланка
6, служащая опорой для фланца картера, направляющая планка 7, предохраняющая обрабатываемую деталь от нроворота вокруг вертикальной оси, и две ограничительные нланки 8 и 9. Штанги 10 и //, оснащенные
захватами 2, слулчат для перемещения детали. На станке / установлена фрезерно-зачнстная бабка 13 с фрезами 14 и регулируемыми проволочными щетками J5. Для выдачи обработанного ведущего моста
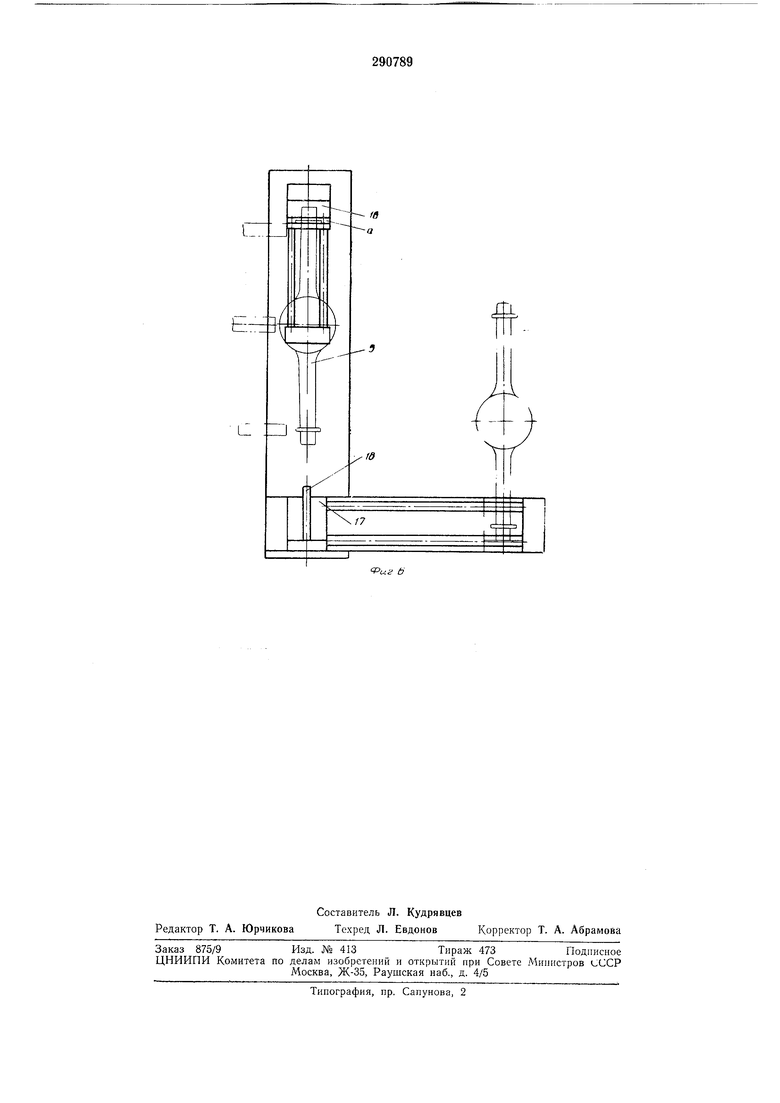
на выходном конце транспортера размещены две кареткн: вертикальная /6 и горизонтальная 17. Первая имеет паз а, щирипа которого соответствует толщине фланца обрабатываемой детали. Вторая имеет штырь 18, на который надевается деталь для перемещения за пределы рабочей зоны.
Работает автоматическая линия следующим образом. Обрабатываемую деталь вручную загружафланцем на Г-образную несущую планку. Направляющая и ограничительные планки ориентируют деталь в вертикальном положении. Захваты новоротных штанг перемещают деталь на станки 1, 2 и 3, где производится ее обработка. На станке / сначала происходит фрезерование платиков, а затем нри дальнейшем движении бабки внеред на быстром ходу производится снятие заусенцев щетками. При возвращении бабки в исходное положение также на быстром ходу зачистка повторяется. Нри этом во избежание новреждения обработанных поверхностей фрезы отводятся назад.
Но окончании обработки штанги транспортера снимают обработанную деталь с несущей планки и заводят ее фланцем в паз вертикальной каретки. Носле возврата штанг в исходное положение вертикальная каретка опускает деталь и насаживает ее отверстием в кожухе полуоси на штырь горизонтальной каретки, которая перемеп1,аст обработанную деталь за пределы линии. Разгруженная вертикальная 1каретка возвращается в исходное положение. Возврат горизонтальной -каретки в исходное положение нроисходит нри ручной разгрузке по команде оператора, при автоматической разгрузке автоматически после съема детали со штыря.
Применение линии .предлагаемой конструкции позволяет сократить длину автоматической линии как за счет уменьшения расстояния между станками, так и за счет совмещения операций фрезерования и зачистки зау сенцев, которое в известных конструкциях невозможно. Базовые новерхности зажимных приспособлений не засоряются стружкой, отвод которой значительно улучшен, и создаются условия для комплексной автоматизации производства.
Предмет изобретения
Автоматическая линия для механической обработки картеров ведущих мостов автомобилей с установленными но ходу технологического процесса сверлильными, расточными, резьбонарезными и фрезерными станками, связанными транснортером, отличающаяся те.м, что, с целью уменьшения ее габаритов и улучшения условий обслуживания, транспортер снабжен двумя расположенными на его выходном конце вертикальной и горизонтальной каретками и смонтированными на его базовой поверхности зажимными нриснособлениями, содержащими Г-образную несущую плавку, предназначенную для подвешивания заготовок, и три параллельные планки, служащие для ориентирования заготовок в вертикальном положении, а фрезерный станок линии оснащен бабкой, в которой параллельно фрезам установлены регулируемые щетки для съема заусенцев с заготовок после фрезерования во время быстрого перебега и отвода бабки фрезерного станка в исходное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| СТАНОК МНОГОЦЕЛЕВОЙ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, ЛАЗЕРНОЙ ОПТИЧЕСКОЙ ГОЛОВКОЙ И АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 2010 |
|
RU2443534C2 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Автоматическая линия | 1987 |
|
SU1437191A1 |
| ТОКАРНО-ФРЕЗЕРНЫЙ ЦЕНТР ДЛЯ ГРУППОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2013 |
|
RU2532623C1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Токарный обрабатывающий центр | 1982 |
|
SU1079364A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |

и
4-O RO:i 3i (ir
.
иг. f
15 It
ВивА //
12
/
tJ
