Настоящее изобретение относится к области технологии производства радиоаппаратуры, а именно к конструктивному выполнению устройства для изготовления трубчатых керамических конденсаторов.
Известны устройства для изготовления трубчатых конденсаторов, содержащие механизмы сборки и пайки конденсаторов, механизм нанесения эмали, узел сушки, блоки сортировки и маркировки, трансиортирующий и ириводной механизмы.
Известные устройства не обеспечивают непрерывного цикла изготовления конденсаторов, что снижает нроизводительность их работы.
Цель изобретения - создание высокопроизводительного устройства для изготовления конденсаторов, обеспечивающего непрерывный цикл их производства.
Для этого в устройстве использован трехсекционйый транспортирующий механизм с призматическими, крючкообразными и пластинчатыми звеньями, у которого на стыках секций размещены механизмы перекладки конденсаторов с одной секции на другую, снабженные направляющими, зубчатыми дисками, упорами и электромагнитной муфтой, подключевной к бесконтактному датчику.
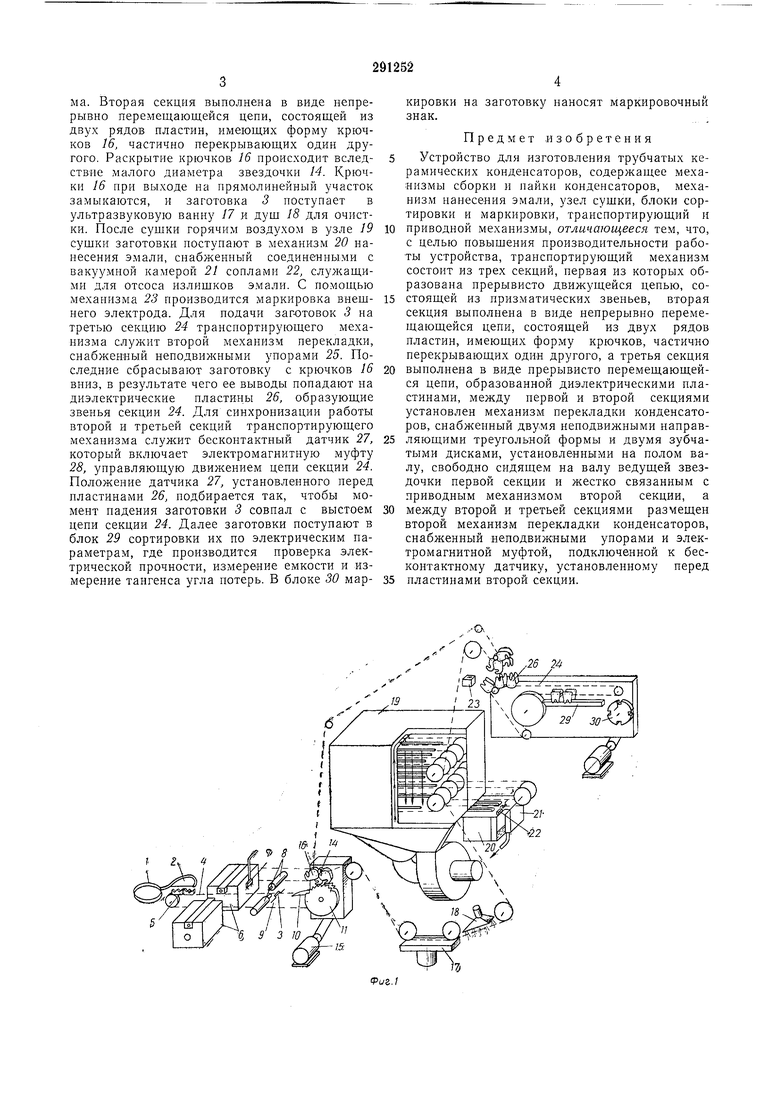
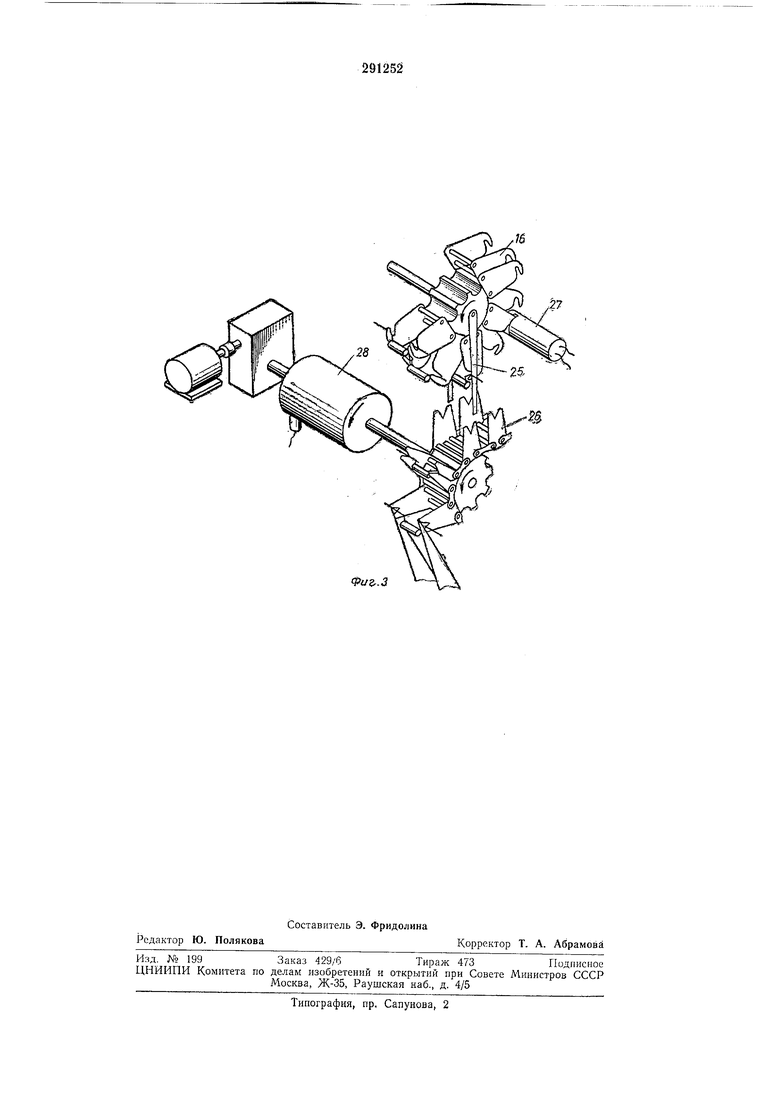
ханизма перекладки конденсаторов с первой секцнн транспортирующего механизма на вторую, а на фиг. 3 - со второй секции на третью.
Вибропитатель / снабжеп ориентирующим приспособлением 2, служащим для загрузки посеребренных трубчатых заготовок 3 на первую секцию 4 транспортирующего механизма. Первая секция образована прерывисто движущейся цепью, состоящей из призматических звеньев 5, па которые укладываются заготовки 3 конденсаторов. Для изготовления выводов и колец припоя и для напрессовки их па заготовки 3 служпт механизм 6 сборки.
Мехаппзм пайки состоит из узла 7 флюсоваппя и узла 8 найкп. После затвердевания припоя выводы 9 заготовки 3 попадают на неподвижные направляющие 10 механизма перекладки. Выводы 9, скользя по паправляющим 10, имеющим треугольную форму поднимаются вверх, а заготовка 3 остается на звеньях 5, поворачиваясь вокруг своей оси. В этом положении прерывисто движущаяся заготовка подхватывается за выводы двумя
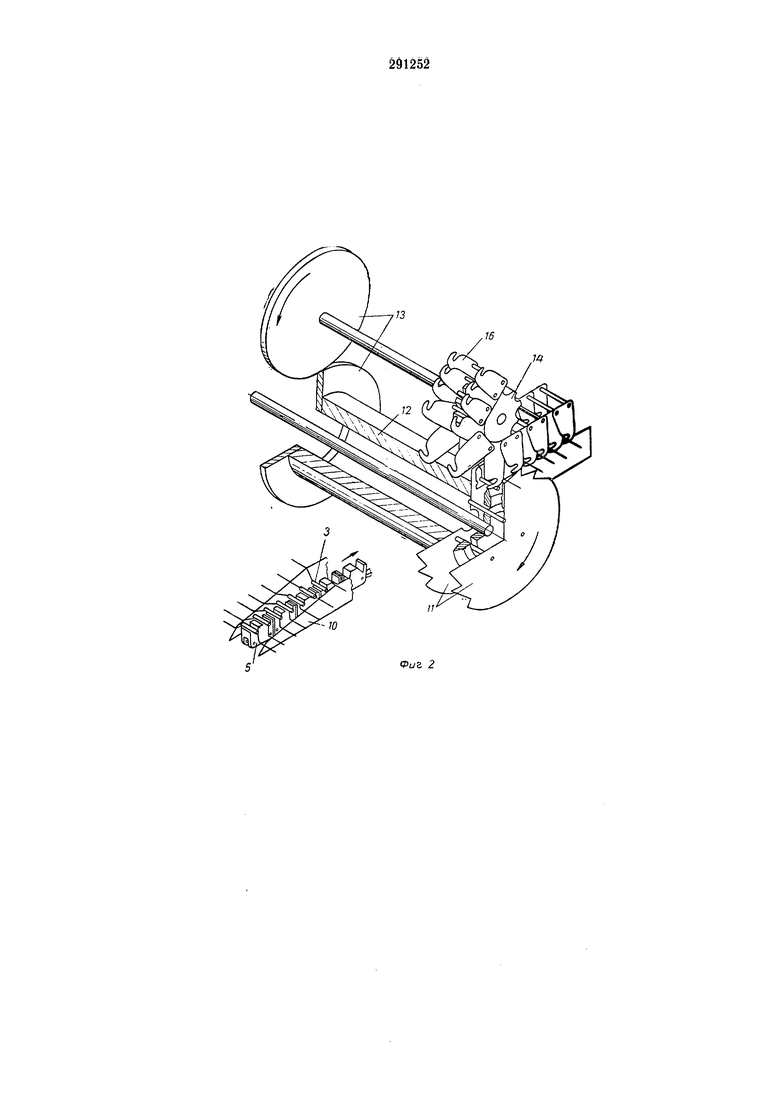
непрерывно двпжущимися зубчатыми дисками П и снимается со звеньев 5. Диски П свободно установлены на полом валу 12 (см. фиг. 2) и шестернями 13 через звездочку 14 жестко связаны с нриводным механизмом 15
ма. Вторая секция выполнена в виде непрерывно перемещающейся цепи, состоящей из двух рядов пластин, имеющих форму крючков 16, частично перекрывающих один другого. Раскрытие крючков 16 происходит вследствие малого диаметра звездочки 14. Крючки 16 при выходе на прямолинейный участок замыкаются, и заготовка 3 поступает в ультразвуковую ванну 17 и душ 18 для очистки. После сущки горячим воздухом в узле 19 сушки заготовки поступают в механизм 20 нанесения эмали, снабженный соединенными с вакуумной камерой 21 соплами 22, служащими для отсоса излищков эмали. С помощью механизма 23 производится маркировка внещнего электрода. Для подачи заготовок 3 на третью секцию 24 транспортирующего механизма служит второй механизм перекладки, снабженный неподвижными упорами 25. Последние сбрасывают заготовку с крючков 16 вниз, в результате чего ее выводы попадают на диэлектрические пластицы 26, образующие звенья секции 24. Для синхронизации работы второй и третьей секций транспортирующего механизма служит бесконтактный датчик 27, который включает электромагнитную муфту 28, управляющую движением цепи секции 24. Положение датчика 27, установленного перед пластинами 26, подбирается так, чтобы момент падения заготовки 3 совпал с выстоем цепи секции 24. Далее заготовки поступают в блок 29 сортировки их по электрическим параметрам, где производится проверка электрической прочности, измерение емкости и измерение тангенса угла потерь. В блоке 30 маркировки на заготовку наносят маркировочный знак.
Предмет изобретения
Устройство для изготовления трубчатых керамических конденсаторов, содержащее механизмы сборки и пайки конденсаторов, механизм нанесения эмали, узел сушки, блоки сортировки и маркировки, транспортирующий и
приводной механизмы, отличающееся тем, что, с целью повышения производительности работы устройства, транспортирующий механизм состоит из трех секций, нервая из которых образована прерывисто движущейся цепью, состоящей из призматических звеньев, вторая секция выполнена в виде непрерывно перемещающейся цепи, состоящей из двух рядов пластин, имеющих форму крючков, частично перекрывающих один другого, а третья секция
выполнена в виде прерывисто перемещающейся цепи, образованной диэлектрическими пластинами, между первой и второй секциями установлен механизм перекладки конденсаторов, снабженный двумя неподвижными направляющими треугольной формы и двумя зубчатыми дисками, установленными на полом валу, свободно сидящем на валу ведущей звездочки первой секции и жестко связанным с приводным механизмом второй секции, а
между второй и третьей секциями размещен второй механизм перекладки конденсаторов, снабженный неподвижными упорами и электромагнитной муфтой, подключенной к бесконтактному датчику, установленному перед
пластинами второй секции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемещения радиодеталей преимущественно в установках металлизации и сборки радиодеталей с выводами | 1987 |
|
SU1451882A1 |
| Устройство для автоматической пайки выводов плоских конденсаторов | 1979 |
|
SU862253A1 |
| Устройство для изготовления и припайки выводов к секциям конденсаторов | 1983 |
|
SU1164797A1 |
| Устройство для перемещения радиоэлементов | 1977 |
|
SU721938A1 |
| Устройство для сборки конденсаторов | 1990 |
|
SU1742876A1 |
| Устройство для автоматического изготовления и припайки проволочных выводов к трубчатым керамическим конденсаторам | 1956 |
|
SU116760A1 |
| Транспортер,преимущественно в установках для сборки радиодеталей с выводами | 1982 |
|
SU1039041A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЗАГОТОВОК СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ РАДИОДЕТАЛЕЙ | 1989 |
|
SU1820573A1 |
| ПОТОЧНО-МЕХАНИЗИРОВАННАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ПОСТОЯННЫХ МЕТАЛЛОПЛЕНОЧНЫХ РЕЗИСТОРОВ | 1973 |
|
SU362587A1 |
| УСТРОЙСТВО для СОРТИРОВКИ ДЛИННОМЕРНЫХ ПРЕДМЕТОВ по ВЕСУ | 1973 |
|
SU392353A1 |
f/
16
Фиг 2
76
,27
сриг-.з
