Изобретение относится к технологии производства радиодеталей и может быть использовано при оборке радиодеталей с выводами.
Известно устройство для транспорт рования и сборки радиодеталей с выводам преимущественно плоских керамических конденсаторов, содержащее две втулоч- но-роликовью цепи с закрепленными на ни плоскими звеньями, имеющими призмат ческие выемки и соединительные оси, а также подвижные Г-образные прижимы дл удержания выводов и проволочные пружига для зажима корпусов радиодеталей ij .
Данное устройство отличается недоста точно высокой производительностью и не обеспечивает необходимой соосности вы- водов п{)и сборке радиодеталей, а также не позволяет осуществлять сборку изд&лий с одновременными выводами,
Наиболее . близким к предлагаемому является транспортер для сборки радиодеталей с выводами, состоящий из звеньев, содержащих Две щеки, имею, щие гнезда для размещения выводов,
подпружиненные прижимы для фиксацик; выводов, зажимы для фиксации корпусов радиодеталей с нaжимным I пружинами, соединителы ге оси, приводшзш рк лики и про|.ежугочные соединительные звенья 2j .
Недостатками известного трансг;ортера являйотся наличие промежуточных соединительных звеньев, снижающих точность расположения элементов трано портера по шагу, и следоватешэно, качество сборки изделий, сушественные габариты звеньев транспортера и расположение приводных роликов внутри зведьев, определяющие снижение уд ельной емкости транспортера и, как следствие, малую производительность, симметричная форма звеньев, не позволяк щая осуществлять сборку радиоэлементов с однонаправленными выводами, что ухудшает эксплуатационные возмож ности устройства.
. Цель изобретения - повьпиение влчества сборки изделий и увеличение удешьйой етжости транспортера.
Указанная цель достигается тем, что1 в транспортере, преимущественно в уотановках для сборки радиодеталей с вььводами, состоящем из звеньев соде1 жащих два щеки, имеющие гнезда для размещения выводов, подпружиненные прижимы для фиксации выводов, зажимы для фиксации корпусов радиодеталей с
нажимньпли прижимами, соединительные оси и проводные ролики, щеки звеньев вьшолнеш 1 в виде корпусов Т-образной формы, продольные попки которых соединены между собой соединительными осями, п эиводные ролики расположены с внешней стороны звеньев, а нажимные пружины вьшолнены в виде пружин 1фучения и расположены на соединительных осях.
С целью улучшения эксплуатационных возможностей щеки звеньев имеют accfrметричную форму.
На фиг. 1 изображен транспортер, рбщий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, в положении загрузки (разгрузки); на фиг. 4 - щека звена тр 1нспортера, вьшолненная с аосиметричной формой; на фиг. 5 - примеры сборки радиодеталей с выводами.
Транспортер состоит из звенье содержащих две щеки 1, имеющие Т-образную форму, непосредственно связанные соединительными осями 2, на которых с внешних сторон щек 1 установлены приводные ролики 3. На звеньях шарнирно закреплены зажимы 4 для фиксации корпусов радиодеталей и прижимы 5 для фиксации вьшодов радиодеталей. Каждая щека 1 представляет собой цельнофрезерованный корпус, имеющий призматические гнезда для размещения 1ыводов радиодеталей.
Прижигл 5 выводов представляют собой три: двухплечих рычага, установленных на осях 6 в прорезях щек 1 и подпружине1шых пружиной 7. Рабочие верхние концы рычагов прижимов 5 Х-образно скрещиваются симметрично призматическим гнездом щек 1, что обеспечивает надежную центровку выводов.
Зажимы 4 корпусов радиодеталей в своей вер;шей (рабочей) части имеют призматические выемки с углом, меньшим ЭО, что исключает перекос корпуса радиодеталей в момент его установки, а в нижней части снабжены двумя зубчатыми секторами, попарно находящимися в зацеплении, что обеопеч1шает ;имметричное относительно приматических гнезд щек 1 сведение и раэведение зижкмов 4.
Зажимы 4 псдпружинены с помощью пружт ш 8 кручения, расположенных на осях 2 между щеками 1. Щеки 1 звеньев могут быть выполнены ассиметричной формы, что позволяет осуществлять
сборку радиодеталей с однонаправлешоым выводами 9.
Транспортер работает слеауюшим образом. Транспортер получает от привода ( показан) прерывистое движение, по ледовательно проходя все рабочие .
В загрузочной позиции проиоходит раскрытие прижимов 5. и соответствующий механизм загрузки подает вывод 9с напрессованным на его ко№це припоем. Затем прижимы 5 закрьнваются и досылают вьшод в призматическое гнездо щеки 1.
Ek второй загрузочной позиции происходит раскрытие зажимов 4 в cooi ветствующий механизм автомата подает ксфпус 10 радиодетали, который фиксируется в призматических выемках зажимов 4 при их закрытии.
В третьей загрузочной позиции происходит подача и зажим второго вывода 11 аналогично первой загрузочной позиции.
После этогоJB звене транспортера оказьюаются устанс11вленными и точно сориентированными относительно друг друга корпус радиодетали и два 1фоводочных вывода с порциями припоя Аналогично осуществляется сборка и во всех последующих звеньях транспсфтера.
При дальнейщем движении транспо1 тер проходит зоны подогрева и пайки, где осуществляется расплавление и припайка выводов 9 и 11 к корпусам 10 радиодеталей, а также зону загрузки, где рас фываются прижимы 5 зажимы 4 и запаянные радиодетали перегружаются в другие транспортирующие органы для последующей обработки.
При сборке заготовок с однонаправлерыми выводами транспортер работает шашерписанным образом, только зажи-мы 4 корпусов радиодеталей смещены относительно гнезд щек 1, а выводы дополнительно формуются в виде крючка Г-обраэной формы. Конструкция устройства позволяет повысить качество сборки благодаря предлагаемому раэ мещению звеньев транспортера.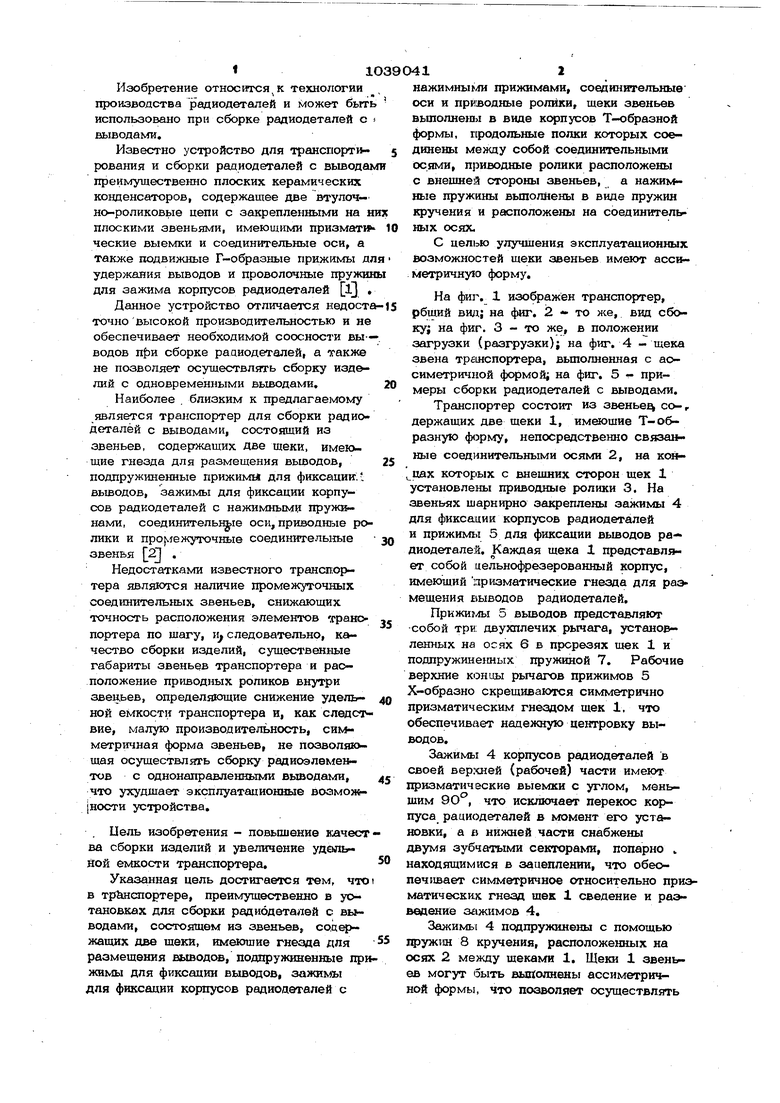

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для транспортирования и пайки радиоэлементов | 1973 |
|
SU481146A1 |
| Устройство для перемещения радиодеталей преимущественно в установках металлизации и сборки радиодеталей с выводами | 1987 |
|
SU1451882A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЗАГОТОВОК СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ РАДИОДЕТАЛЕЙ | 1989 |
|
SU1820573A1 |
| Устройство для маркирования радиодеталей | 1985 |
|
SU1309100A1 |
| Устройство для автоматической пайки выводов плоских конденсаторов | 1979 |
|
SU862253A1 |
| Устройство для измерения параметров конденсаторов постоянной емкости | 1978 |
|
SU769652A1 |
| Устройство для установки радиодеталей на печатные платы | 1977 |
|
SU743246A1 |
| Устройство для маркировки ци-лиНдРичЕСКиХ РАдиОдЕТАлЕй C OCE-ВыМи ВыВОдАМи | 1978 |
|
SU801127A1 |
| Устройство для напрессовки припоя и формовки Г-образных выводов | 1982 |
|
SU1045428A1 |
| Устройство для рихтовки однонаправленных выводов радиодеталей | 1977 |
|
SU660099A1 |

1. ТРАНСПОРТЕР, ПРЕИМУ-. ШЕСТВЕННО В УСТАНОВКАХ ДЛЯ СБОРКИ РАДИОДЕТАЛЕЙ С Шэ1ВОДАМИ, состо5пций из звеньев, содержащи:1Ь две щеки, имеющие гнезда для размещения выводов, подпружиненные прижимы для фиксации выводов, зажимы для фиксация корпусов радиодеталей с нажимными пру жинами, соединительные оси и пр водные ролики, о т л и ч ею щи и с я тем, что, с целью повышения к чества сборки иадепий и увеличения удельной емкости транспортов, щеки звеньев выполнены в виде корпусов Т-образной формы, продольные полки коъ. торых соединены между собой соедишггелиными осями, приводные ролики расположены с внешней стороны звеньев, а нажимные пружины выполнешл в виде пружин кручения и расположшоы на соединительных осях. 2. Транспортер по п. 1, отличающийся тем, что, с целью « улучшения эксплуатаиношшх возможиоотей, щеки звеньев имеют ассиметричную СО форму.,
Д
Фи&.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для транспортирования и пайки радиоэлементов | 1973 |
|
SU481146A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для перемещения радиоэлементов | 1977 |
|
SU721938A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
