Известны способы получения центровых отверстий в деталях стержневого типа выдавливанием одновременно с двух сторон.
Недостатком известных способов является то, что для получения центровых отверстий большого диаметра требуются значительные усилия на нрессе, которые приводят к недопустимым деформациям деталей.
Предложенный способ отличается от известных тем, что инструменту и детали сообщают вращение друг относительно друга.
Это позволяет значительно снизить усилия, повысить качество и твердость поверхности получаемых отверстий.
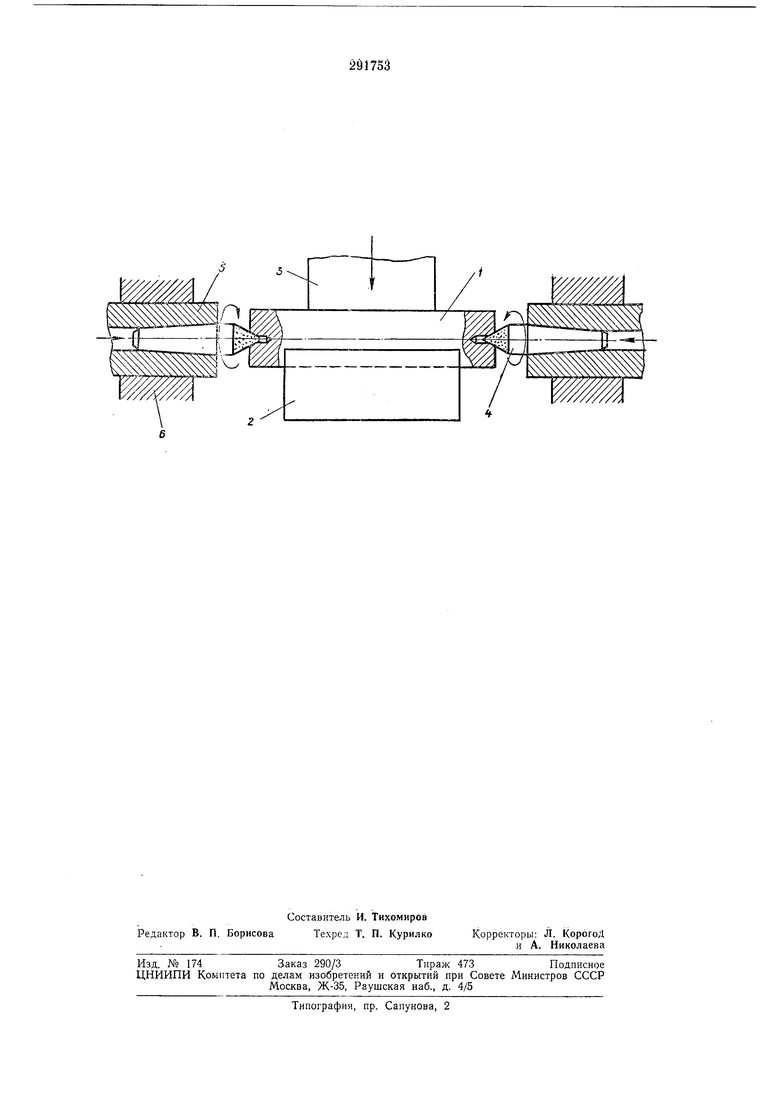
Па чертеже схематически показано получение центровых отверстий на фрезерно-центровальном станке.
Пзделие 1 устанавливают на призму 2 и прижимом 3 прижимают его к боковой поверхности. Инструменты 4, представляющие собой пуансоны, изготовленные из твердого сплава и соответствующие форме готового центрового отверстия, устанавливают во вращающиеся шпиндельные головки 5, имеющие
возможность перемещаться в осевом направлении в подшипниках о.
Пуансонам сообщается вращение порядка 2000-3000 об/мин, и подача в сторону изделия 1.
При соприкосновении твердосплавного пуансона с материалом изделия последний размягчается за счет возникающих сил трения и уплотнения, в результате чего получается хорошее качество поверхности центрового отверстия порядка 10-12-го класса чистоты, а твердость металла в этой зоне повыщается более чем в 1,5 раза, что обусловливает большую точность обработки детали на дальнейших операциях.
Предмет изобретения
Способ получения центровых отверстий выдавливанием одновременно с двух сторон детали, отличающийся тем, что, с целью уменьшения усилий зацентровки и повышения качества и точности отверстий, детали и инструменту сообщают вращение друг относительно друга.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| Устройство для обработки концов валов | 1976 |
|
SU590090A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| Штамп для получения изделий с профилированной поверхностью | 1988 |
|
SU1655647A1 |
| Способ изготовления деталей типа обрезных пуансонов и устройство для его осуществления | 1980 |
|
SU912385A1 |
| Устройство для штамповки деталей | 1990 |
|
SU1738458A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТУПЕНЧАТЫХ ОТВЕРСТИЙ В ДЕТАЛЯХ | 1992 |
|
RU2025183C1 |
| Станок для двусторонней обработки концов валов | 1986 |
|
SU1397185A1 |
| Способ выдавливания изделий со стенками переменной толщины и постоянной высоты | 1989 |
|
SU1696077A1 |
| Способ изготовления осесимметричных изделий с круговыми утолщениями | 1979 |
|
SU902974A1 |