Известны полуавтоматические станки для иритирки конических сопряженных поверхностей, характеризуемые совокупным применением механизма относительного возвратновращательного и поступательного движения деталей, механизма периодического разъединения деталей, механизма дозирования порции пасты, механизма нанесения пасты и системы автоматического управления циклом.
Также известны полуавтоматические станки для притирки конических сопряженных поверхностей, имеющие инерционно-нагрузочную приставку, в которой закрепляется одна из деталей, и обеспечивающие частичную относительную самоустанавливаемость притираемых деталей.
Описываемый вертикальный станок для притирки сопряженных конусных поверхностей деталей отличается тем, что инерционный груз свободно подвешен на штоке опускающего устройства так, что в рабочем положении он не имеет с ним никакого механического контакта. Такое конструктивное выполнение станка обеспечивает полную свободную самоустанавливаемость детали с грузом но притираемым поверхностям.
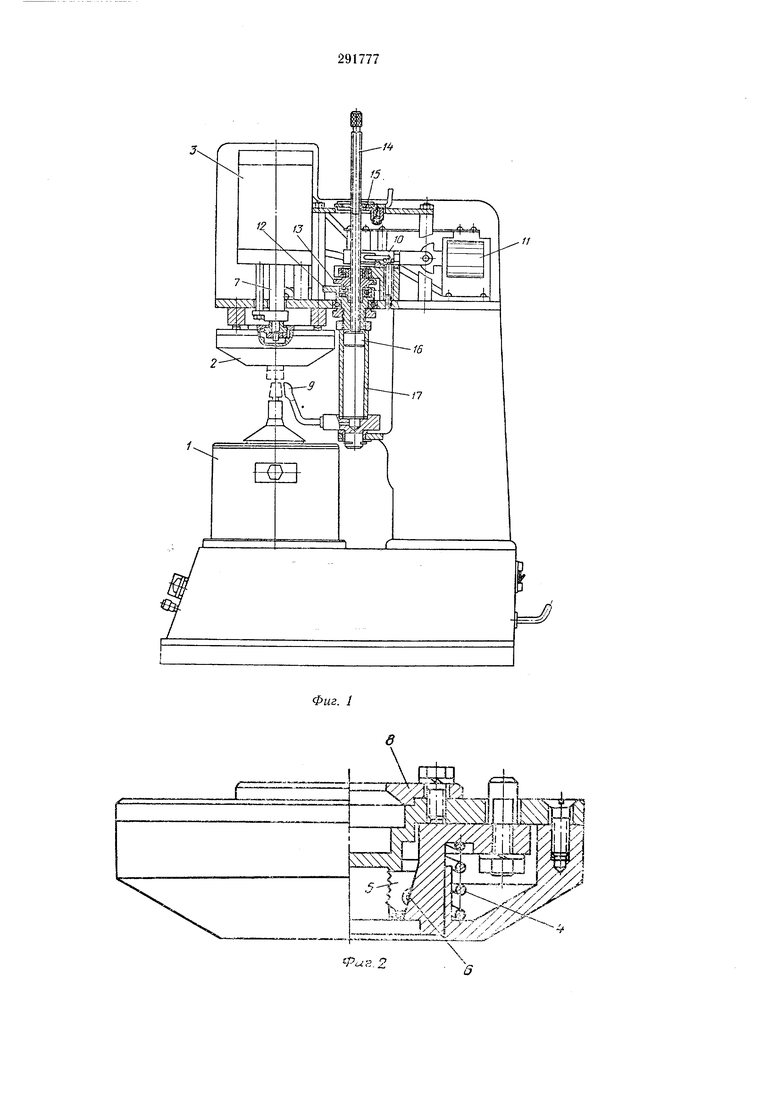
Вертикальный станок для притирки сопряженных конусных поверхностей деталей содержит вибратор /, в патрон которого вставлена одна из подлежащих притирке деталей. Вторая, 5 сопрягаемая с нею деталь устанавливается в зажим инерционного груза (инерционно-нагрузочной приставки) 2 тогда, когда под действием пневмоцилиндра 3 инерционный груз 2 займет крайнее верхнее положение. При этом
0 пружина 4 инерционного груза , а кукулачки 5 свободны. Выпадание второй притираемой детали предотвращается кольцевой пружиной 6. Связь штоком 7 пневмоцилиндра 3 и
5 инерционным грузом осуществляется по коническим поверхностям упорной шайбы 8. При ходе штока пневмоцилиндра вниз вторая притираемая деталь садится на первую. При этом шток, продвигаясь вниз, освобождает инерционный груз, и он не имеет со штоком никакого механического контакта. Благодаря этому вторая притираемая деталь с инерционным грузом 2 оказывается свободно надетой на первую притираемую деталь и вибрирующей
5 совместно с якорем вибратора. Этим обеспечивается гарантированное совмещение осей рабочих поверхностей притираемых деталей, а также ввиду того, что инерционный груз имеет определенный рассчитанный вес и момент
ние удельные давления и оптимальная кинематика относительных движений притираемой пары под действием сил трения и ииерцпи.
Шток 7 пневмоцилиндра 3 связан с поршневым устройством для подачи и дозировапия притирочной (абразивной) пасты. При движении штока пневмоцилиидра вниз под действием передаточного механизма с некоторым опережением происходит поворот смазывающего наконечника 9, который наносит порцию притирочной (абразивной) пасты на притираемую поверхность первой детали. Ввиду интенсивности процесса нанесение притирочной пасты повторяется несколько раз. Через определенный промежуток времени, регламентируемый реле времени системы автоматического управления, золотник W под действием электромагиита 11 обеспечивает движение штока 7 пневмоцилиндра 3 вверх.
При этом поворачивается сектор 12, который ири номош,и храпового механизма 13 и винта 14, ограниченного от вращения вокруг своей оси фиксатором 15, двигает порщень 16 вниз. Это приводит к выдавливанию очередной порции притирочной пасты, содержащейся в съемном мерном стакане 17. Сектор 12 жестко связан со смазывающим наконечником 9, поэтому последний поворачивается и производит очередную смазку рабочей поверхности.
Описанный такт работы станка повторяется несколько раз.
Станок работает от системы управления, расположенной в нижней части станины. Органы управления выведены на передиюю и заднюю панели. Система управления включает в себя следующие осповные элементы: шаговый искатель, разделяющий весь цикл работы станка на отдельные такты, времени, определяющее длительность каждого такта, и переключатель, определяющий количестБО тактов в цикле в зависимости от качества предварительной подготовки деталей под притирку.
Предмет изобретения
Вертикальный станок для притирки сопряженных конусных поверхностей деталей с приводом от углового колебательного движения
одной из деталей и устройством для периодического опускания на нее инерционного груза, со второй сопрягаемой деталью, снабженный поршневым устройством для дозирования и подачи притирочной пасты, отличающийся тем,
что, с целью обеспечения иолпостью свободной самоустанавливаемости детали с грузом но притираемым поверхностям, инерционный груз свободно подвещен на щтоке опускающего устройства так, что в рабочем положении он
не имеет с ним никакого механического контакта.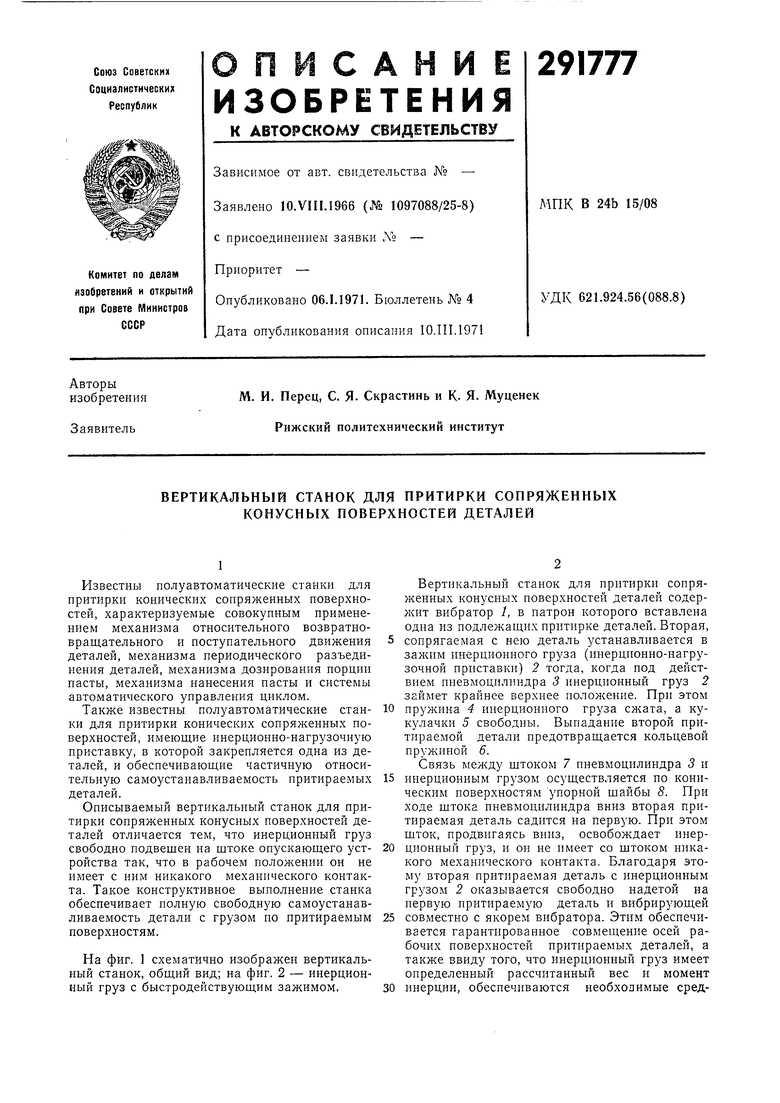
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для притирки кранов | 1980 |
|
SU944881A1 |
| Станок для притирки деталей | 1980 |
|
SU944882A1 |
| УСТРОЙСТВО ДЛЯ ПРИТИРКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2207945C1 |
| Устройство для притирки торцовых поверхностей деталей | 1989 |
|
SU1749006A1 |
| Устройство для притирки клапанов | 1977 |
|
SU623718A1 |
| Станок для притирки пробки к корпусу крана | 1958 |
|
SU121052A1 |
| Многошпиндельный притирочный станок | 1961 |
|
SU149322A1 |
| СТАНОК ПЕРЕНОСНОЙ ДЛЯ ПРИТИРКИ СЕДЛОВЫХ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ В КОРПУСЕ ЗАДВИЖКИ | 2014 |
|
RU2553752C1 |
| УСТРОЙСТВО ДЛЯ ПРИТИРКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2023577C1 |
| Установка для притирки сопрягаемых уплотнительных поверхностей диска и седла клапана обратного | 2019 |
|
RU2724232C1 |