Способ шлифования поверхностей детали, имеющей профиль части Окружно1сти, метоДОМ качания вращ ающегося шлифовального круга BiOKpyr центра окружности с нредварительной Правдой рабочей части Kipyra известел.
Предлагаемый опособ отличается от иэвестных тем, что шлифовальный круг перемеш,ают вдоль оси его В(раш,е;ния на ряд лолож-ений с сохранением центра «ачания, на кюторых правят соответствующую часть рабочей поверхности круга и обрабатывают ею поверхность детали.
Это отличие позволяет использовать для o6pa6oTiKH деталей широкие шлифовальные круги.
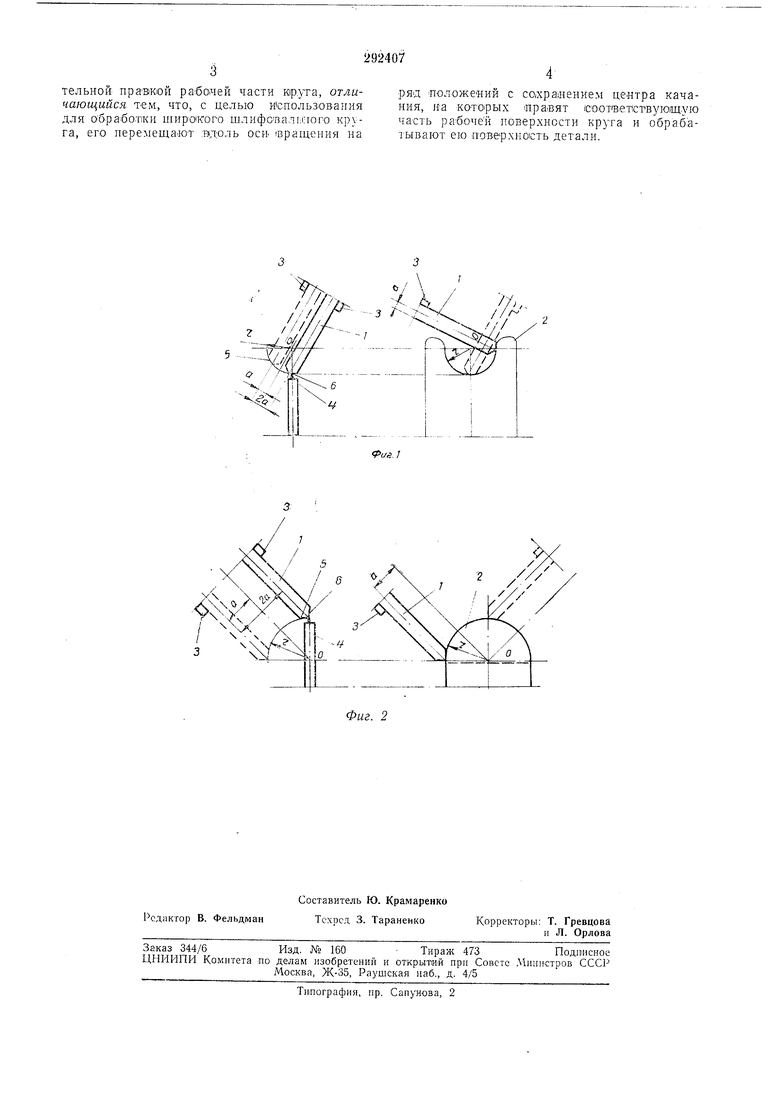
На фнг. 1 схематически изображено положение детали и шлифовального «jpyTa нри обработке по предлагаемому спотобу вогнутого профиля новерхности, а та.кже схема заправки шлифовального «руга; на фиг. 2 - то же, но для выпуклого дрофиля поверхности детали.
Шлифо ва.ние поверхностей деталей по предлагаемому способу осуществляется следующим образом.
Шлиф:овалыный «руг / подводят к детали 2 та,к, чтобы, ось «ачан.ия щлифовального круга совпала с центром «О прО|филя издетия. Затем щлшфовальный «руг 1 смещают
вдоль оси его вращения на расстояние а (на фиг. 1 и 2 показано два положения) такжм образом, чтобы обеспечить беопрепятствеиное качание шлифовального -круга на угол, раввый части дуги профи-ля изделия. Положение шлифовального крута фИ(Ксируюгг регулируемыми унора.мн 3. После установления величины сме цен51я шлифовальный круг перемещают в положение «правка. «Правку
круга на радиус, равный радиусу обрабатываемой поверхности детали, осуществляют при помощи правящего, инструмента 4 путем качания шлифовального «руга 1. При это:М участки 5 V. 6 режущей кром.ки правят с о1дной подачи врезания поочередно за счет смещения шлифовального круга до упоров 3, сохраняя ось качания неподвижной. Таким образом, 1прошедшие правку участки 5 н 6 режущей кромки круга представляют собой
дуги одной окружности.
Обработку .поверхности детали 2 производят поо,че;ред но участками 5 н 6 режущей «ромки крута.
25
Пред .мет изобретения
Опособ шлифования поверхностей детали, имеющей профиль части окружности, методом качаяия вращающегося шлифовального 30 круга вокруг центра окружности с нред1варительной прэвкюй рабочей части круга, отличающийся тем, что, с целью использования для обра ботжи uinpOiKoro шлифовалыюго круга, его перемещают .вдоль ос вращения на
ряд положении с сойралением центра качания, на которых -правят юоответетвующую часть рабочей поверхности круга и обрабатывают ею поверхность детали.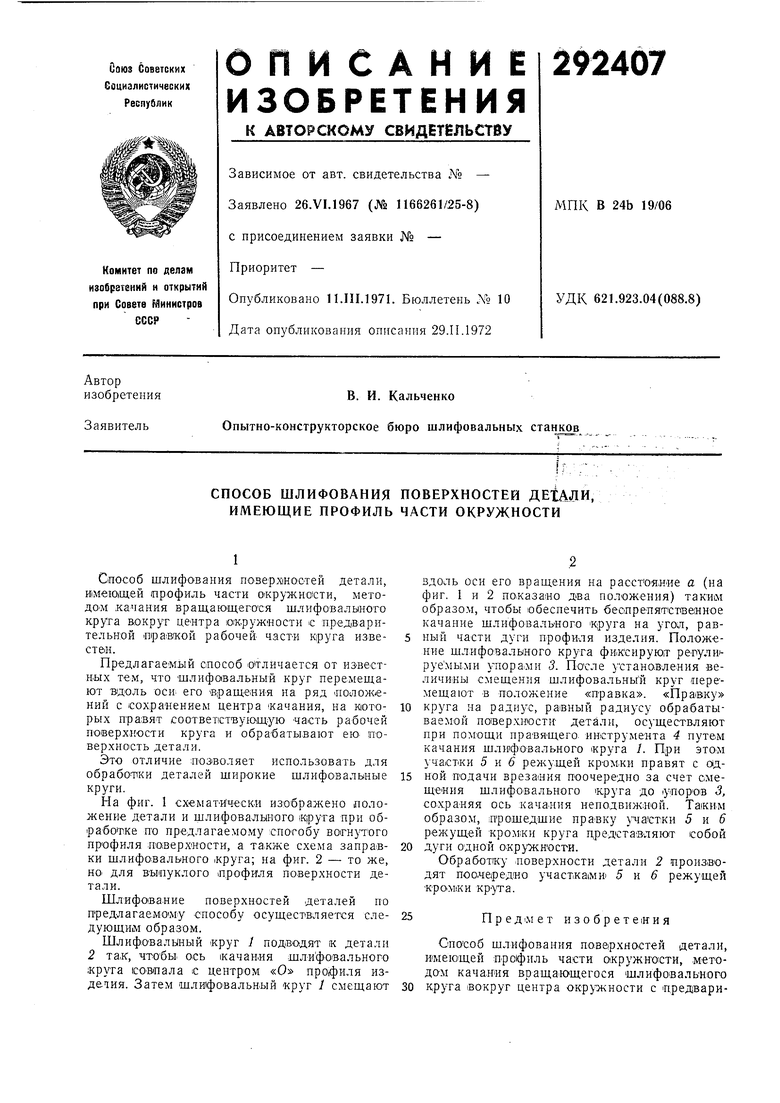
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования поверхности детали с профилем в виде дуги окружности | 1978 |
|
SU772822A1 |
| Способ управления процессом шлифования | 1980 |
|
SU963837A2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Способ правки шлифовального кругапО дугЕ ОКРужНОСТи | 1979 |
|
SU818840A1 |
| Способ управления процессом шлифования | 1980 |
|
SU956257A2 |
| Станок для шлифования выпуклой илиВОгНуТОй пОВЕРХНОСТи пРОКАТНыХ ВАлКОВС пРОфилЕМ B ВидЕ дуги ОКРужНОСТи | 1978 |
|
SU804384A2 |
| Устройство для обработки наружных и внутренних поверхностей деталей многоугольной формы | 1974 |
|
SU707512A3 |
| СПОСОБ ШЛИФОВАНИЯ | 2012 |
|
RU2482952C1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |