1
Изобретение относится к машиностроению и может быть применено при обработке деталей шлифованием.
Известен способ профильной правки шлифовального круга с помош,ью алмазного резца, имеюш,его профиль в плане в виде дуги окрул{ности, заключаюш,ийся в том, что при движении относительно шлифовального круга центр дуги профиля алмазного резца перемещают по эквидистанте к профилю шлифовального круга по копиру 1.
Согласно этому способу алмазный резец перемещают плоско-параллельно относительно шлифовального круга, поэтому при профилировании шлифовального круга его точка контакта с профилем алмазного резца непрерывно смещается по резцу. Это приводит к необходимости точного профилирования режущей кромки резцов, что вызывает их быстрый износ вследствие часто повторяющейся заправки.
Известен также способ профильной правки вращающегося .шлифовального круга по дуге окружности алмазом, согласно которому шлифовальный круг качают вокруг оси, расположенной в плоскости его вращения, а алмаз устанавливают в плоскости качания оси вращения шлифовального круга 2.
Этот способ позволяет осуществлять правку шлифовальных кругов по дуге окружности сравнительно малого радиуса, который не превышает расстояния между алмазом и осью качания шлифовального круга. При обработке такими шлифовальными кругами изделий с большим радиусом профиля, превышающим радиус правки шлифовального круга, в обработке участвует одновременно лишь малая часть рабочей поверхности шлифовального круга. Это снижает производительность обработки таких изделий. Целью изобретения является расширение
технологических возможностей при профильной правке шлифовальных кругов но дуге окружности большого радиуса.
Это достигается тем, что синхронно качанию круга осуществляют перемещение алмаза по дуге окрул ности, лежащей в плоскости качания оси вращения шлифовального круга и касающейся в выбранном угловом положении шлифовального круга его образующей в точке пересечения ее с расположенной перпендикулярио ей плоскостью, проходящей вдоль оси качания круга. На фиг. 1 показана схема правки шлифовального круга с выпуклым профилем; на фиг. 2 - схема правки шлифовального круfa с вогнутым профилем; на фиг. 3 - устройство, которое может быть применено для реализации предлол енного способа.
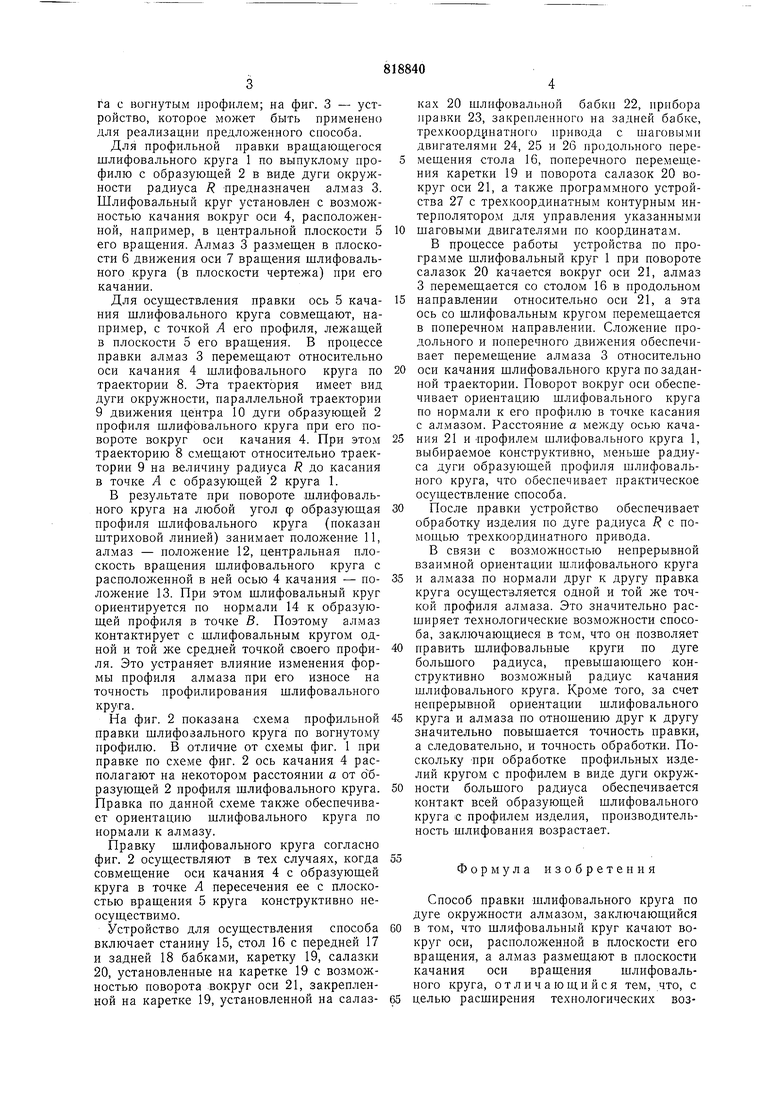
Для профильной правки вращающегося шлифовального круга 1 по выпуклому профилю с образующей 2 в виде дуги окружности радиуса R предназначен алмаз 3. Шлифовальный круг установлен с возможностью качания вокруг оси 4, расположенной, например, в центральной плоскости 5 его вращения. Алмаз 3 размещен в плоскости 6 движения оси 7 вращения шлифовального круга (в плоскости чертежа) при его качании.
Для осуществления правки ось 5 качания шлифовального круга совмещают, например, с точкой А его профиля, лежащей в плоскости 5 его вращения. В процессе правки алмаз 3 перемещают относительно оси качания 4 шлифовального круга по траектории 8. Эта траектория имеет вид дуги окружности, параллельной траектории 9 движения центра 10 дуги образующей 2 профиля шлифовального круга при его повороте вокруг оси качания 4. При этом траекторию 8 смещают относительно траектории 9 на величину радиуса R до касания в точке А с образующей 2 круга 1.
В результате при повороте шлифовального круга на любой угол ф образующая профиля шлифовального круга (показан штриховой линией) занимает положение 11, алмаз - иолол :ение 12, центральная плоскость вращения шлифовального круга с расположенной в ней осью 4 качания - положение 13. При этом шлифовальный круг ориентируется по нормали 14 к образующей профиля в точке В. Поэтому алмаз контактирует с шлифовальным кругом одной и той же средней точкой своего профиля. Это устраняет влияние изменения формы профиля алмаза при его износе на точность профилирования шлифовального круга.
На фиг. 2 показана схема профильной правки шлифовального круга по вогнутому профилю. В отличие от схемы фиг. 1 при правке по схеме фиг. 2 ось качания 4 располагают на некотором расстоянии а от 6 6разующей 2 профиля шлифовального круга. Правка по данной схеме также обеспечивает ориентацию шлифовального круга по нормали к алмазу.
Правку шлифовального круга согласно фиг. 2 осуществляют в тех случаях, когда совмещение оси качания 4 с образующей круга в точке А пересечения ее с плоскостью вращения 5 круга конструктивно неосуществимо.
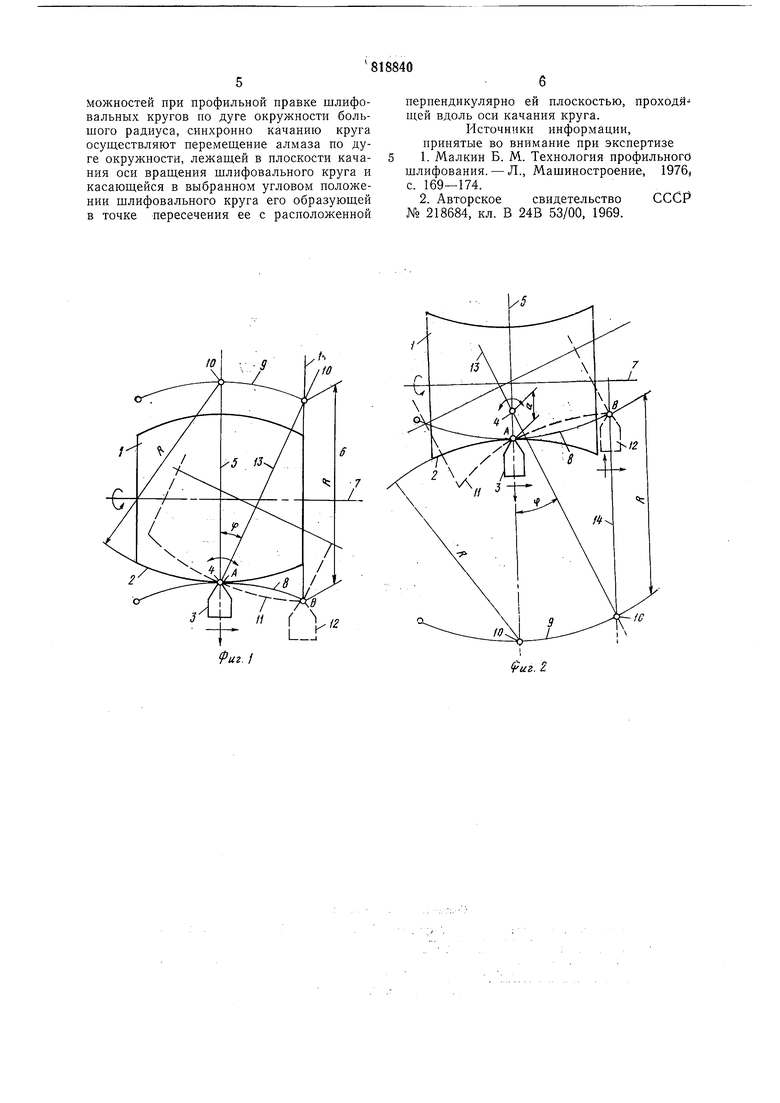
Устройство для осуществления способа включает станину 15, стол 16 с передней 17 и задней 18 бабками, каретку 19, салазки 20, установленные на каретке 19 с возможностью поворота вокруг оси 21, закрепленной на каретке 19, установленной на салазках 20 шлифовальной бабки 22, прпбора правки 23, закрепленного на задней бабке, трехкоордрнатного привода с шаговыми двигателями 24, 25 и 26 продольного перемещения стола 16, поперечного перемещения каретки 19 и поворота салазок 20 вокруг оси 21, а также программного устройства 27 с трехкоординатным контурным интерполятором для управления указанными
шаговыми двигателями по координатам.
В процессе работы устройства по программе шлифовальный круг 1 при повороте салазок 20 качается вокруг оси 21, алмаз 3 перемешается со столом 16 в продольном
направлении относительно оси 21, а эта ось со шлифовальным кругом перемещается в поперечном направлении. Сложение продольного и поперечного движения обеспечивает перемещение алмаза 3 относительно
оси качания шлифовального круга по заданной траектории. Поворот вокруг оси обеспечивает ориентацию шлифовального круга по нормали к его профилю в точке касания с алмазом. Расстояние а между осью качания 21 и Профилем шлифовального круга 1, выбираемое конструктивно, меньше радиуса дуги образующей профиля шлифовального круга, что обеспечивает практическое осуществление способа.
После правки устройство обеспечивает обработку изделия по дуге радиуса R с помощью трехкоординатного привода.
В связи с возможностью непрерывной взаимной ориентации шлифовального круга
и алмаза по нормали друг к другу правка круга осуществляется одной и той же точкой профиля алмаза. Это значительно расширяет технологические возможности способа, заключающиеся в том, что он позволяет
править шлифовальные круги по дуге большого радиуса, превышающего конструктивно возможный радиус качания шлифовального круга. Кроме того, за счет непрерывной ориентации шлифовального
круга и алмаза по отношению друг к другу значительно повышается точность правки, а следовательно, и точность обработки. Поскольку При обработке профильных изделий кругом с профилем в виде дуги окружности большого раднуса обеспечивается контакт всей образующей шлифовального круга с профилем изделия, производительность шлифования возрастает.
Формула изобретения
Способ правки шлифовального круга по дуге окружности алмазом, заключающийся
в том, что шлифовальный круг качают вокруг оси, расположенной в плоскости его вращения, а алмаз размещают в плоскости качания оси вращения шлифовального круга, отличающийся тем, что, с
целью расширения технологических возможностей при профильной правке шлифовальных кругов по дуге окружности большого радиуса, синхронно качанию круга осуш;ествляют перемещение алмаза по дуге окружности, лежаш,ей в плоскости качания оси враш,ения шлифовального круга и касающейся в выбранном угловом положении щлифовального круга его образующей в точке пересечения ее с расположенной
перпендикулярно ей плоскостью, проходяшей вдоль оси качания круга.
Источники информации, принятые во внимание при экспертизе
1.Малкин Б. М. Технология профильного шлифования. - Л., Машиностроение, 1976) с. 169-174.
2.Авторское свидетельство СССР № 218684, кл. В 24В 53/00, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования выпуклой илиВОгНуТОй пОВЕРХНОСТи пРОКАТНыХ ВАлКОВС пРОфилЕМ B ВидЕ дуги ОКРужНОСТи | 1978 |
|
SU804384A2 |
| Способ правки шлифовального круга | 1989 |
|
SU1689049A1 |
| Устройство для правки шлифовальныхКРугОВ | 1979 |
|
SU844254A1 |
| Способ правки фасонного шлифовального круга | 1988 |
|
SU1646818A1 |
| Способ шлифования поверхности детали с профилем в виде дуги окружности | 1978 |
|
SU772822A1 |
| Способ правки фасонного шлифовального круга | 1980 |
|
SU863316A1 |
| Устройство для правки шлифовального круга эвольвентного профиля | 1985 |
|
SU1253765A1 |
| Устройство для заточки протяжек | 1983 |
|
SU1133071A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| Способ шлифования криволинейныхпОВЕРХНОСТЕй | 1978 |
|
SU835714A1 |
2
I
fuz.i
f 2. 2.
20
i9
Фиг.З
