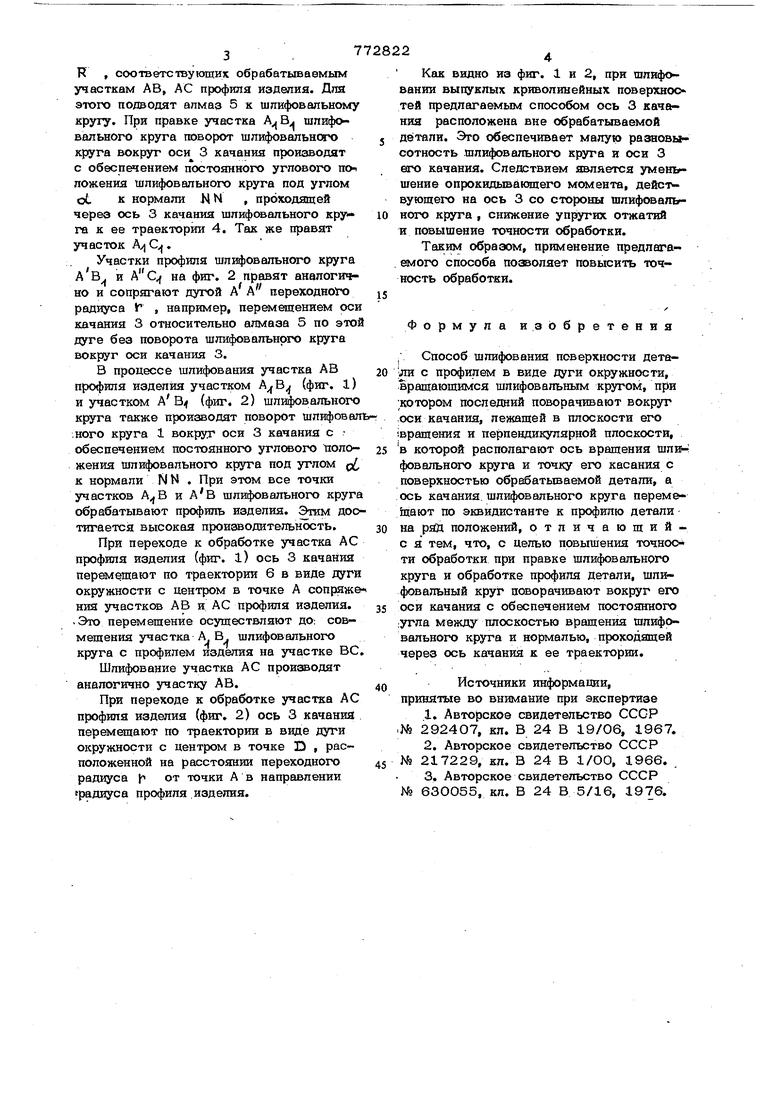
изобретение относится к обработке металлов резанием и может быть испопь зсизано при проектировании профилешлифовальных станков с числовым программны управлением. Известны способы шлифования поверхностей детали с профилем в виде дуги окружности вращающимся шпи(}кжальным крутом, поворотным вокруг оси качания, лежащей в плоскости его вращения и пер пендикулярной плоскости, в которой рас- полагают ось вращения шлифовального (сруга и точку его касания с поверхностью обрабатываемой детали, а ось качания шлифовального круга перемещают по эквидистанте на ряд положений СО. Цель, изобретении - повышение точнос ти обработки при правке шлифовального круга и обработке профиля детали. Указанная цель достигается тем, что шпифсжальный круг поворачивают вокруг его оси качания с обеспечением постоянного угла между плоскостью вращения шлифовального круга и нормалью, проходящей через ось качания к ее траектории. На фиг. 1 показана схема шлифования криволинейной поверхности кругом с профилем в виде.ломаной кривой; на фиг. 2 схема шлифования кругом с переходными радиусами сопряжения. Шлифовальный круг 1, вращающийся вокруг оси 2, поворачивают вокруг оси 3качания. Ось 3 лежит в плоскости . QQ вращения шлгфэвального круга и перпендикулярна плоскости (чертежа) с расположенными в ней осью вращения 2 шяи(|ювального круга и точкой его касания с изделием. Ось 3 качания шлифовального круга перемещают по эквидистанте 4к профилю, изделия. Для правки шлифовального круга и обработки изделия шлифовальный круг перемещают на ряд положений, показанных основной и тонкой линиями. Шлифовальный круг на фиг. 1 правят по профилю в виде ломаной , составленной из дуг окружностей радиуса 37 R , соответствующик обрабатываемым участкам АВ, АС профиля изделия. Для этого подаодят апмаэ 5 к шлифовальноллу кругу. При правке участка . шлифовального круга поворот шлифовального круга вокруг оси 3 качания производят с обеспечением постоянного углового поч ложения шлифовального круга под углом ot к нормали NN , проходящей через ось 3 качания шлифовального круга к ее траектории 4. Так же правят участок . Участки профиля шлифовального круга АВ и на фиг. 2 правят аналогично и сопрягают дугой А А переходной) радиуса г , например, перемещением оси качания 3 относительно алмаза 5 по этой дуге без поворота шлифовального круга вокруг оси качания 3. В процессе шлифования участка А В профиля изделия участком (фиг. 1) и участком А В (фиг. 2) шлифовального круга также производят поворот шлифов ал ного круга 1 вокруг оси 3 качания с обеспечением постоянного углсеого положения шлифовального круга под углом к нормали NN. При этом все точки участков и шлифовального круга обрабатывают профиль изделия. Этим дос тигается высокая производительность. При перекоде к обработке участка АС профиля изделия (фиг. 1) ось 3 качания перш1ещают по траектории 6 в виде дуги окружности с центром в точке А сопряже ния участков А В и АС профиля изделия. -Это перемещение осуществляют до; совшлифов ального мещения участка А В круга с профилем изделия на участке ВС Шлифование участка АС производят аналогично участку АВ. При переходе к обработке участка АС профиля изделия (фиг. 2) ось 3 качания перемещают по траектории в виде дуги окружности с центром в точке D , расположенной на расстоянии переходного радиуса h от точки А в направлении (радиуса профиля изделия. 2 Как видно из фиг. 1 и 2, при шлифовании криволинейных поверхноо тай предлагаемым способом ось 3 качания расположена вне обрабатываемой детали. Это обеспечивает малую разновысотность шлифовального круга и оси 3 его качания. Следствием является уменьшение опрокидывающего момента, действующего на ось 3 со стороны шлифовального круга , снижение упругих отжатнй к повышение точности обработки. Таким образом, применение предлагаемого способа по оляет повысить точность обработки. Формула изобретения Способ шлифования поверхности детали с профилем в виде дуги окружности, вращающимся шлифовальным кругом, при котором последний поворачивают вокруг оси качания, лежащей в плоскости его вращения и перпендикулярной плоскости, в которой располагают ось вращения шлЕН фовального круга и точку его касания с поверхностью обрабатываемой детали, а ось качания, шлифовального круга перемеЬцают по эквидистанте к профилю детали на ряй положений, отлн чающий с я тем, что, с целью повышения точное ти обработки при правке шлифовального круга и обработке профиля детали, шлифовальный круг поворачивают вокруг его оси качания с обеспечением постоянного :угла между плоскостью вращения шлифовального круга и нормалью, проходящей через ось качания к ее траектории. Источники информации, принятые во внимание при экспертизе .1. Авторское свидетельство СССР № 292407, кл. В 24 В 19/06, 1967. 2.Авторское свидетельство СССР № 217229, кл. В 24 В 1/OG, 1966. . 3.Авторское свидетельство СССР № 630055, кл. В 24 В 5/16, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования выпуклой илиВОгНуТОй пОВЕРХНОСТи пРОКАТНыХ ВАлКОВС пРОфилЕМ B ВидЕ дуги ОКРужНОСТи | 1978 |
|
SU804384A2 |
| Способ правки шлифовального кругапО дугЕ ОКРужНОСТи | 1979 |
|
SU818840A1 |
| Способ шлифования криволинейных поверхностей | 1978 |
|
SU768605A2 |
| Способ шлифования криволинейныхпОВЕРХНОСТЕй | 1978 |
|
SU835714A1 |
| Способ шлифования профильных цилиндрических деталей | 1979 |
|
SU776881A1 |
| Способ управления процессом шлифования | 1980 |
|
SU956257A2 |
| Устройство для шлифования выпуклыхэллипТичЕСКиХ пОВЕРХНОСТЕй | 1979 |
|
SU823085A1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ДЕ1МИ, ИМЕЮЩИЕ ПРОФИЛЬ ЧАСТИ ОКРУЖНОСТИ | 1971 |
|
SU292407A1 |
| Способ правки шлифовального круга | 1989 |
|
SU1689049A1 |
| СПОСОБ ШЛИФОВАНИЯ КРИВОЛИНЕЙНЫХ ИЗДЕЛИЙ | 1968 |
|
SU217229A1 |

