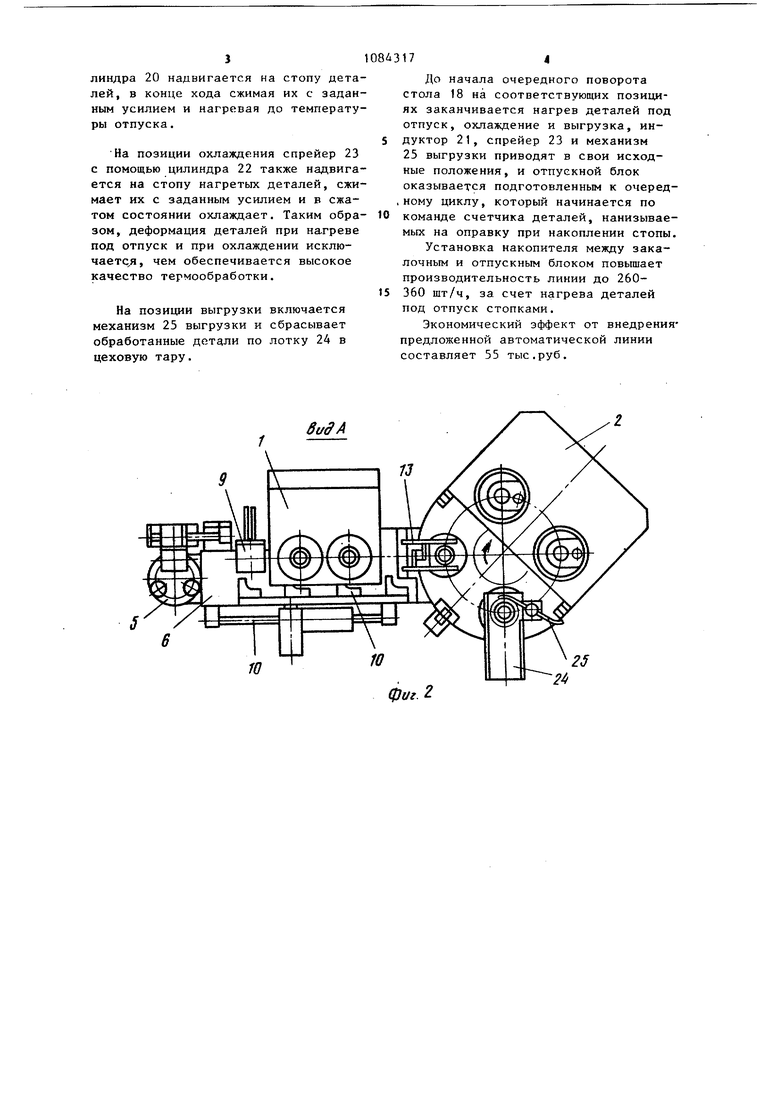
11 Изобретение относится к термообработке . Известна автоматическая линия термической обработки дисков трения содержащая питатель, нагреватель ТВЧ под закалку, электромагнитную закалочную плиту, нагреватель ТВЧ под отпуск, охлаждающее устройство с электромагнитной плитой, шаговый перекладчик деталей и разгрузочное устройство 11 } Недостатком известной автоматической линии является низкая производительность вследствие поштучной обработки деталей по всему технологи ческому циклу. Известна также автоматическая линия для термообработки плоских детсшей, содержащая закалочный блок с механизмом, загрузки, индуктором, водоохлаждаемыми закалочными плитами отпускной блок с индуктором, спрейером и поворотным столом с оправками, механизм поворота и накопитель С 2, Недостатком данной поточной линии является также низкая производитель ность вследствие поштучной обработки деталей на всех позициях линии. Кроме того, линия не обеспечивает требу емого качества деталей,так как нагрев под отпуск производится под дей ствием лишь веса штампа, а охлаждение - в свободном состоянии. Цель изобретения - повьшение производительности линии и качества обработки изделий. Указанная цель достигается тем, что в автоматической линии для термообработки плоских деталей, содержа щей закалочный бак с механизмом загрузки, индуктором, водоохлаждаемыми закалочными плитами, отпускной блок с индуктором, спрейером и поворотным столом с оправками и накопитель, накопитель установлен между Акалочным и отпускньм блоками соосно оправкам поворотного стола и выполнен в виде параллельных ножей, за крепленных на рычагах, шарнирно соединенных с гидроприводом. На фиг. 1 изображена предложенная линия, общий вид} на фиг. 2 - вид А на фиг. 1v на фиг. 3 - разрез Б-Б на фиг. 1. Автоматическая линия содержит закалочный 1 и отпускной 2 блоки, смон тированные на раме 3. Закалочный бло 1 имеет корпус 4, на котором крепят17ся трехпозиционный магазин 5, стол 6, механизм 7 загрузки с магнитным схватом 8 и индуктор 9, на корпусе 4 закреплен шиберный механизм 10 и гидроцилиндры 11, на нижних концах штоков которых закреплены водоохлаждаемые закалочные плиты, нижние водоохлаждаемые плиты вмонтированы в корпусе 4 заподлицо со столом 6. На торце корпуса 4, обращенном к блоку отпуска, с помощью кронштейна 12 закреплен накопитель 13, выполненный в виде параллельных ножей 14, закрепленных на рычагах 15, шарнирно соединенных с гидроприводом 16. Отпускной блок 2 включает в себя смонтированный на корпусе 17 поворотный стол 18 с оправками 19. В верхней части корпуса 17 установлен цилиндр 20 с индуктором 21 и цилиндр 22 со спрейером 23, в позиции выгрузки деталей закреплены лоток 24 и механизм 25 выгрузки . Линия работает следующим образом. Магнитный схват 8 механизма 7 загрузки захватывает из рабочей кас- I сеты магазина 5 обрабатываемую деталь и переносит ее на исходную позицию стола 6. После возвращения схвата 8 в исходное положение включается шиберный механизм 10, который перемещает обрабатываемую деталь с исходной позиции стола 6 на позицию нагрева, нагретого деталь - на первую по3ицию охлаждения, деталь, находящаяся на первой позиции охлаждения, передвигается на вторую позицию охлаждения, а закаленная деталь подается на ножи 14 накопителя 13. После возвращения шиберов в исходное положение включается индуктор 9 позиции нагрева, водоохлаждаемые закалочные верхние плиты с помощью гидроцилиндров 11 прижимают и охлаждают, нагретые детали. Одновременно включается гидропривод 16 и с помощью рычагов 15 разводит ножи 14. Лежавшая на них деталь падает и нанизывается на оправку 19, находящуюся на позиции загрузки блока 2 отпуска. Так повторяется многократно, пока на оправке не образуется стопа с заданным числом деталей, после чего по команде счетчика деталей стол отпусного блока поворачивается на 1/4 оборота, меняя стопы местами. Индуктор 21, выполненный в виде опрокинутого стакана, с помощью цилиндра 20 надвигается на стопу дета лей, в конце хода сжимая их с задан ным усилием и нагревая до температу ры отпуска. На позиции охлаждения спрейер 23 с помощью цилиндра 22 также надвигается на стопу нагретых деталей, сжимает их с заданным усилием и в сжатом состоянии охлаждает. Таким обра зон, деформация деталей при нагреве под отпуск и при охлаждении исключаетс я, чем обеспечивается высокое качество термообработки. На позиции выгрузки включается механизм 25 выгрузки и сбрасывает обработанные детали по лотку 24 в цеховую тару. 174 До начала очередного поворота стола 18 на соответствующих позициях заканчивается нагрев деталей под отпуск, охлаждение и выгрузка, индуктор 21, спрейер 23 и механизм 25 выгрузки приводят в свои исходные положения, и отпускной блок оказывается подготовленным к очередному циклу, который начинается по команде счетчика деталей, нанизываемых на оправку при накоплении стопы. Установка накопителя между закалочным и отпускным блоком повышает производительность линии до 260360 шт/ч, за счет нагрева деталей под отпуск стопками. Экономический эффект от внедренияредложенной автоматической линии оставляет 55 тыс.руб.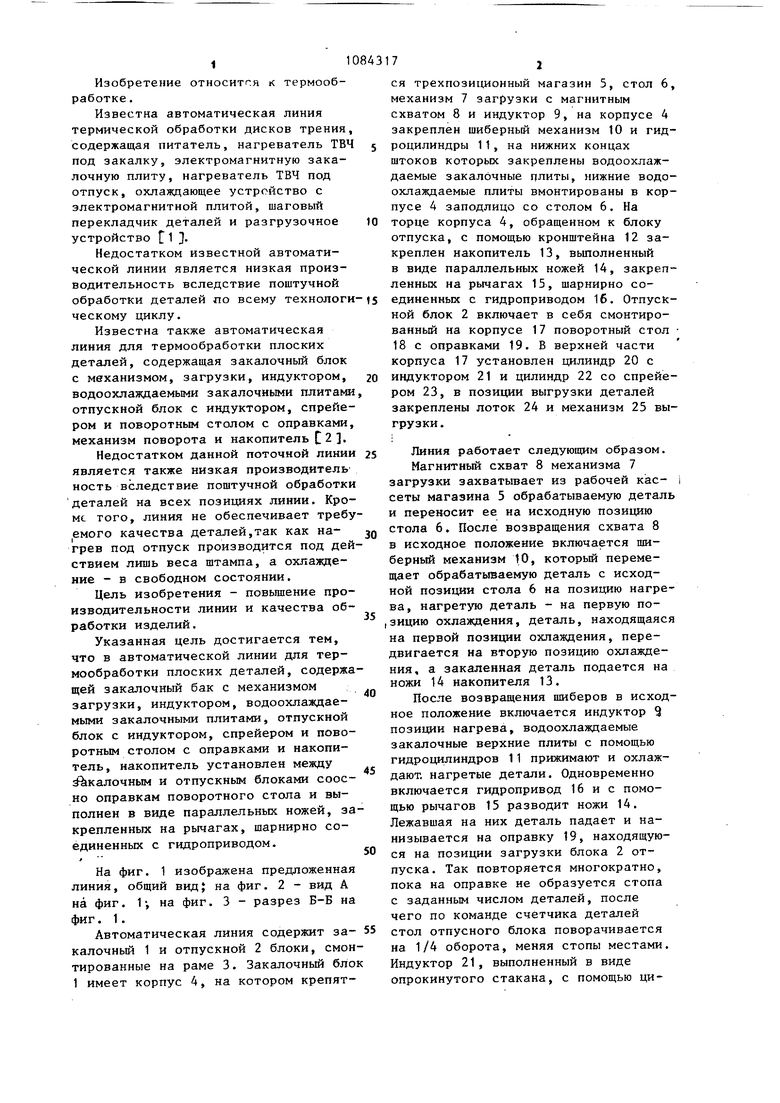
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия бездеформационной термообработки деталей | 1989 |
|
SU1759910A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ТЕРМООБРАБОТКИ ДИСКОВ | 1971 |
|
SU293554A1 |
| Установка для обработки изделий и устройство для закалки | 1983 |
|
SU1209722A1 |
| Поточная линия механообработки и термообработки деталей | 1980 |
|
SU861010A1 |
| Поточная линия для обработки труб с утолщенными концевыми участками | 1988 |
|
SU1588784A1 |
| Закалочно-отпускной агрегат | 1989 |
|
SU1775592A1 |
| Автоматическая линия для механической и термической обработки | 1977 |
|
SU779019A1 |
| Станок для термообработки длинномерных сложных изделий | 1980 |
|
SU954445A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| Станок для закалки изделий | 1977 |
|
SU655731A1 |
АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ТЕРМООБРАБОТКИ ПЛОС1СИХ ДЕТАЖЙ, содержащая закалочный блок с механизмом загрузки, индуктором, водоохлаждаемыми закалочными плитами, отпускной блок с индуктором, спрейером и поворотным столом с оправками и накопитель, отлича-ющаяс я тем, что, с целью повьшения производительности и качества обработки изделий, накопитель установлен между закалочным и отпускным блоками соосно оправкам поворотного стола и выполнен в виде параллельных ножей, закрепленных на рычагах,шарнирно соединенных с гидроприводом.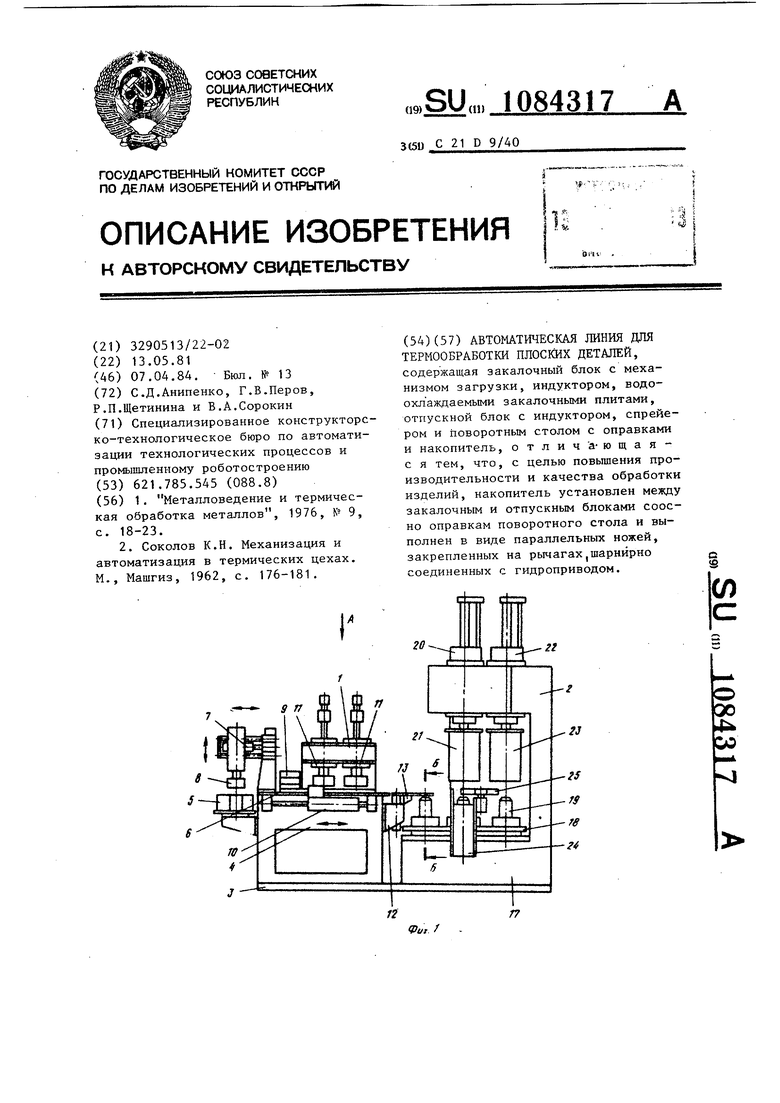
8uffA s / фиг. 2
6-5
ФааЗ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Металловедение и термиче кая обработка металлов, 1976, № с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Соколов К.Н | |||
| Механизация и автоматизация в термических цехах М., Машгиз, 1962, с | |||
| Приспособление для удаления таянием снега с железнодорожных путей | 1920 |
|
SU176A1 |
