Изобретение предназначено для изготовления арматурных сеток и может быть иснользовано при сварке сеток с поперечными стержнями разных размеров и марок стали.
Известно устройство, содержащее магазин поперечных стержней, механизм захвата стержней и механизм подачи их в сварочную машину.
Предлагаемое устройство отличается тем, что магазин в нем выполнен в виде многорядной кассеты, в каждом ряду которой горизонтально уложены поперечные стержни определенных размеров и марок стали. Механизм захвата стержней выполнен в виде установленной вдоль рядов кассеты с возможностью возвратно-поступательного движения штанги с прорезями и расположенного между штангой и кассетой приводного вала с размеш,енными над ним соответственно числу рядов кассеты нрижимными роликами с автономными приводами. Механизм подачи стержней в сварочную машину выполнен в виде установленных параллельно штанге один под другим подаюших валов, снабженных двусторонним винтовым рельефом от периферии к центру и парой боковых направляющих, сходящихся от концов валов к приемному устройству сварочной машины, с расположенными в их створе двумя роликами, кинематически связанными с подающими валами. Это обеспечивает автоматизацию процесса изготовления сеток с поперечными стержнями разных размеров и марок стали.
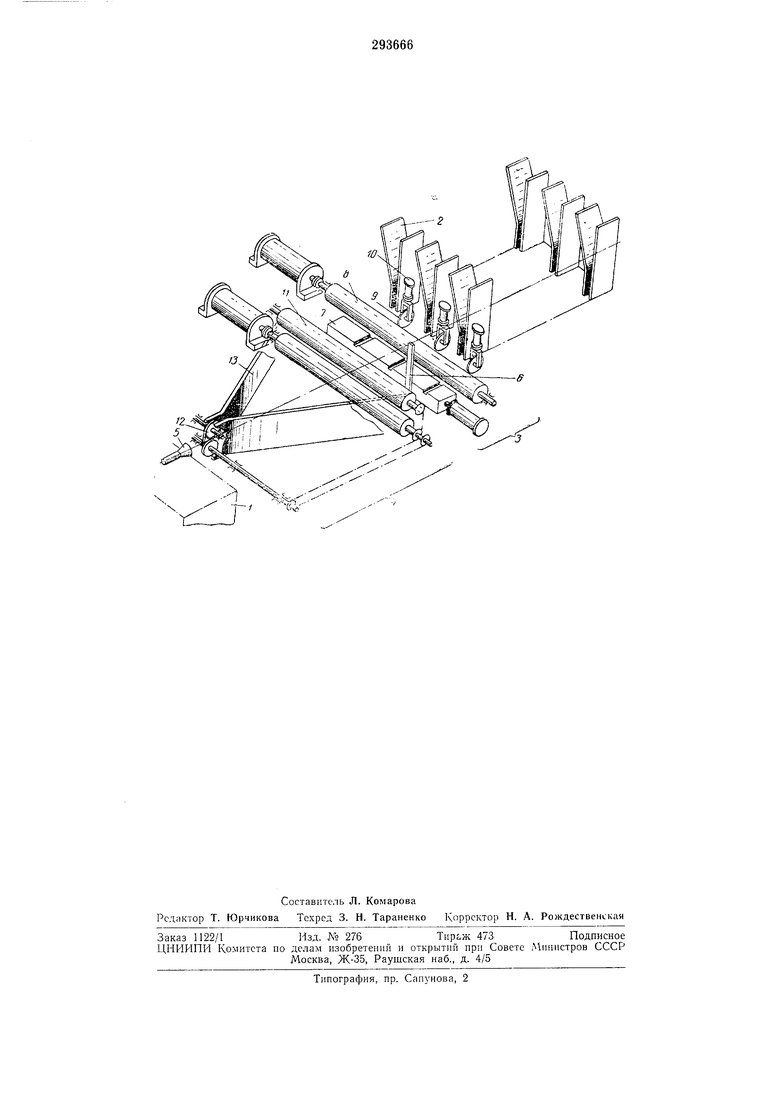
На чертеже представлено предлагаемое устройство.
Сбоку станины / сварочной машины смонтированы вертикальная кассета 2 для заранее выправленных и нарезанных поперечных стержней, механизм 3 захвата стержней и механизм 4 подачи стержня в приемное устройство 5 сварочной машины.
Вертикальная кассета выполнена многорядной, что дает возможность в каждое отделение (ряд) кассеты загружать стержни одного
определенного типоразмера и марки стали. Для этого одна из стенок каждого ряда кассеты выполнена с регулировкой выходной щели, а передние торцы стержней в ряду кассеты выравниваются по переставному
упору 6.
Под кассетой смонтирована штанга 7 механизма захвата стержня с приводом от пневмоцилиндра. В отсекателе против каждого ряда кассеты имеются прорези, в которые западают передние концы нижних стержней. Выдача нижнего стержня, отсеченного от общего столба в ряду кассеты, производится механизмом, состоящим из приводного вала 8, перекрывающего в плане все ряды кассеты, и
10, установленных на стенке каждого ряда кассеты.
Между механизмом захвата поперечных стержней и приемным устройством сварочной машины смонтирован механизм подачи стержня в сварочную машину. Он содержит два приводных вала 11 одинаковой длины с приводным валом механизма захвата, смонтированных параллельно ему один над другим, и кинематически связанные с валами 11 два дублирующих фрикционных ролика 12. Для ориентации стержня, выданного из любого ряда кассеты, валы // выполнены с двусторонним винтовым рельефом от периферии к центру, а механизм подачи сиабжен конусными боковыми направляюш,ими 13. Дублирующие фрикционные ролики установлены в створе направляющих в плоскости, проходящей через приемное устройство сварочной машины и ее электроды.
Работает сварочная машина, оборудованная нредлагаемым устройством, следующим образом.
Занравляются из бухт продольные проволоки, отделения (ряды) вертикальной кассеты загружаются заранее выправленными и нарезанными поперечными стержнями требуемых диаметров, длин и классов стали.
Задаются программа очередности срабатывания прижимных роликов механизма захвата поперечных стержней и программа переменных шагов механизма продольного перемещения сетки.
При калсдом ходе штанги передние концы нижних стержней во всех рядах вертикальной кассеты выносятся в сторону и, скользя по приводному валу 8, попадают под прижимные ролики. Пневмоцилиндры вертикального перемещения прижимных роликов срабатывают но одному в очередности, задаваемой программой для изготавливаемой сетки. При этом соответствующий стержень зажимается между приводным валом 8 и сработавшим прижимным роликом и выдается из кассеты в механизм подачи стержней в машину. Передние концы остальных нижних стержней остаются в прорезях штанги и совершают вместе с ней возвратно-поступательное двилсение, скользя над приводным валом 8. Освободившаяся прорезь штанги пополняется из соответствующего ряда кассеты.
Стержень, выданный в механизм 4, попадает между валами 11, верхний из которых подпружинен и одновременно с подачей вперед винтовым рельефом валов смещается к центру. Этому способствуют боковые направляющие, по которым скользит передний торец подаваемого стержня. Отцентрированный стержеиь дублирующими роликами подается в приемное устройство сварочной машины и приваривается к продольным стержням. Затем механизм продольной подачи сварочной машины перемещает сетку на шаг, определяемый программой шаговой подачи, и цикл повторяется.
Предмет изобретения
Устройство для подачи поперечных стержней при контактной сварке арматурных сеток, содержащее магазин ноперечных стерлсней, механизм захвата стержней и механизм подачи их в сварочную машину, отличающееся
тем, что, с целью автоматизации процесса изготовления сеток с поперечными стержнями разных размеров и марок стали, магазин выполнен в виде многорядной кассеты, в каждом ряду которой горизонтально уложены поперечные стерл ни определенных размеров и марок стали, механизм захвата стержней выполнен в виде установленной вдоль рядов кассеты с возможностью возвратно-поступательного перемещения штанги с направляющими
прорезями для стержней и расположенного между штангой и кассетой приводного вала с установленными над ним соответственно числу рядов кассеты прижимными роликами с автономными приводами, включаемыми по заданной программе, а механизм подачи стержней в машину выполнен в виде установленных параллельно штанге один под другим подающих валов, снабженных двусторонним винтовым рельефом от периферии к центру и парой
сходящихся от концов валов к приемному устройству сварочной мащины боковых направляющих с расположенными в их створе двумя роликами, кинематически связанными с подающими валами.

| название | год | авторы | номер документа |
|---|---|---|---|
| БУНКЕР ДЛЯ ПОДАЧИ ПОПЕРЕЧНЫХ ПРУТКОВ НА АВТОМАТИЧЕСКУЮ ЛИНИЮ ДЛЯ СВАРКИ СЕТОК | 1973 |
|
SU393058A1 |
| Установка для контактной сварки сеток | 1972 |
|
SU474410A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU300986A1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1972 |
|
SU339363A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ШИРОКИХ СЕТОК | 1969 |
|
SU247433A1 |
| Устройство для подачи продольных стержней, параллельных друг другу | 1977 |
|
SU743761A1 |
| АППАРАТ ДЛЯ ЭТИКЕТИРОВАНИЯ ИЛИ ПРИКРЕПЛЕНИЯ ТОНКИХ ЛИСТОВЫХ ИЗДЕЛИЙ К ПЛОСКИМ ПОВЕРХНОСТЯМ ПРЯМОУГОЛЬНЫХ УПАКОВОК | 1997 |
|
RU2109664C1 |
| Установка для сварки пространственных арматурных каркасов | 1977 |
|
SU657895A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| Устройство для изготовления сеток | 1975 |
|
SU651670A3 |