1
Изобретение относится к области машиностроения, в частности к автоматической линии для сварки сеток.
Известен бункер для подачи поперечных прутков на автоматическую линию для сварки сеток, содержащий корпус, выполненный в виде скрепленных между собой параллельных стенок со щелевым зазором, снабженный механизмом отрезки и приводными захватами для подачи прутков под электроды сварочной мащины.
Предлагаемый бункер отличается от известного тем, что с одной стороны корпуса установлены входящие в щелевой зазор толкатели, управляемые размещенными на корпусе пневмоцилиндрами, щтоки которых кинематически связаны с двумя фиксирующими планками, с противоположной стороны корпуса смонтированы захваты для подачи прутков под электроды сварочной машины, а в средней части корпуса выполнены пазы, взаимодействующие с прижимными кулачками, установленными с возможностью возвратно-поступательного перемещения.
Это позволяет повысить производительность автоматической линии при изготовлении сеток из тонкой проволоки.
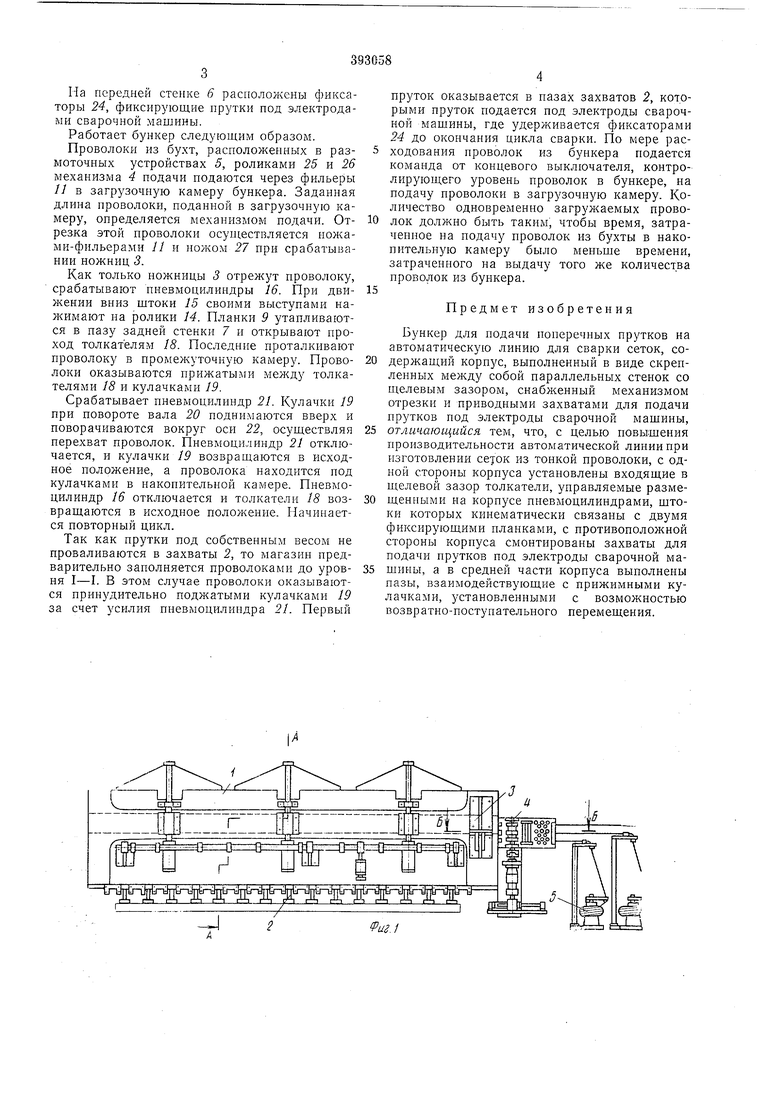
Иа фиг. 1 изображен предлагаемый бункер для подачи поперечных прутков; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1.
Бункер содержит корпус 1, захваты 2 для подачи проволоки из бункера под электроды сварочной машины, ножницы 3 для отрезки проволоки, поданной в бункер, механизм 4
подачи проволоки с правильным устройством и размоточные устройства 5.
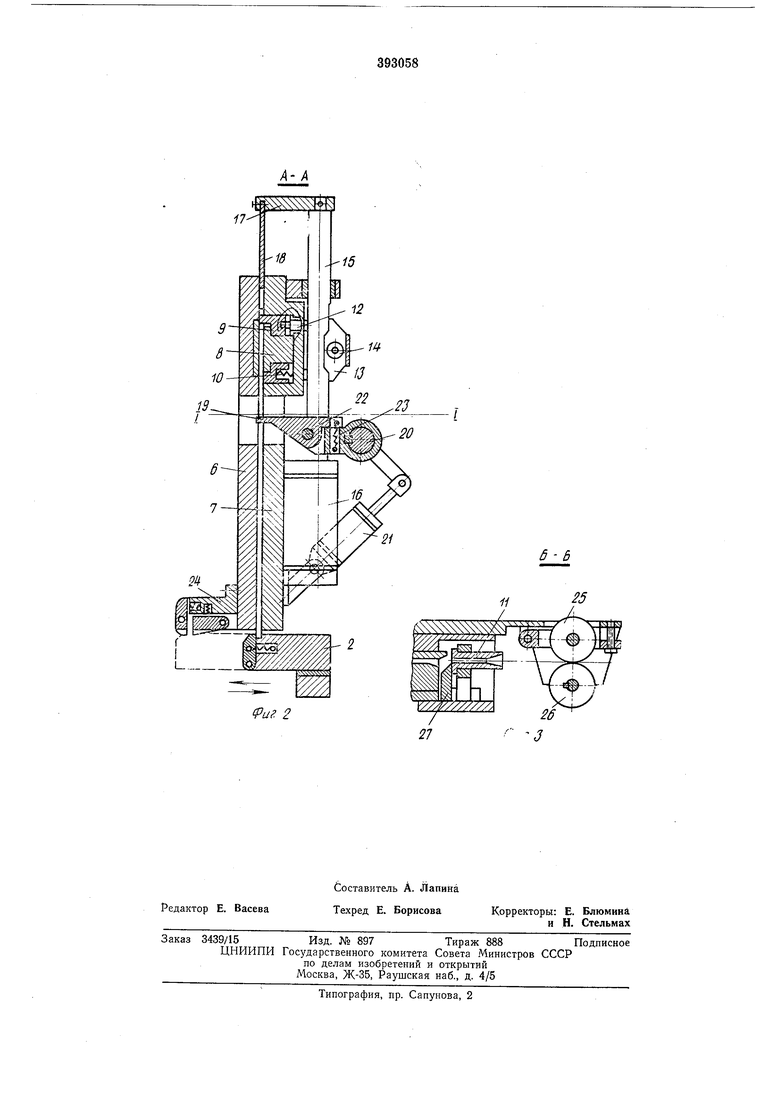
Корпус / состоит из передней 6 и задней 7 стенок, скрепленных между собой с зазором, необходимым для свободного прохода проволоки.
Загрузочная камера бункера ограничена вкладышем 8, неподвижно закрепленным в пазу задней стенки, и планками 9, прижатыми к передней стенке пружинамр 10. Иа входе в
загрузочную камеру расположены фильеры /, являющиеся одновременно ножами. Планки 9 связаны шпильками 12 со скобой 13, ролик 14 которой скользит по штоку 15 пневмоцилиндра 16. Иа кронштейне 17, жестко связанном со штоком 15, шарнирно крепятся толкатели 18.
Промежуточная камера бункера ограничена нижней планкой 9 и кулачками 19, входящими своими выступами в пазы стенки и расположеннымн на валу 20, приводимом во вращение пневмоцилиндром 21. Кулачки 19 вращаются вокруг оси 22 и фиксируются пружинами 23.
Иакопительная камера ограничена кулачками 19 и захватами 2, расположенными на механизме подачи. На передней стенке 6 расположены фиксаторы 24, фиксирующие прутки под электродами сварочной машины. Работает бункер следующим образом. Проволоки из бухт, расположенных в размоточных устройствах 5, роликами 25 и 26 механизма 4 подачи подаются через фильеры 11 в загрузочную камеру бункера. Заданная длина проволоки, поданной в загрузочную камеру, определяется механизмом подачи. Отрезка этой проволоки осун1ествляется ножами-фильерами 11 и ножом 27 при срабатывании ножниц 3. Как только ножницы 3 отрежут проволоку, срабатывают пневмоцилиндры 16. При днижении вниз щтоки 15 своими выступами нажимают на ролики 14. Планки 9 утапливаются в иазу задней стенки 7 и открывают проход толкателям 18. Последние проталкивают проволоку в промежуточную камеру. Проволоки оказываются прижатыми между толкателями 18 и кулачками 19. Срабатывает пневмоцилиндр 21. Кулачки 19 при повороте вала 20 поднимаются вверх и поворачиваются вокруг оси 22, осуществляя перехват проволок. Пневмоцилиндр 21 отключается, и кулачки 19 возвращаются в исходное положение, а проволока находится под кулачками в накопительной камере. Пневмоцилиндр 16 отключается и толкатели 18 возвращаются в исходное положение. Начинается повторный цикл. Так как нрутки под собственным весом не проваливаются в захваты 2, то магазин предварительно заполняется проволоками до уровня I-I. В этом случае проволоки оказываются принудительно поджатыми кулачками 19 за счет усилия пневмоцилиндр а 21. Первый пруток оказывается в пазах захватов 2, которыми пруток подается под электроды сварочной мащины, где удерживается фиксаторами 24 до окончания цикла сварки. По мере расходования нроволок из бункера подается команда от концевого выключателя, контролирующего уровень проволок в бункере, на подачу проволоки в загрузочную камеру. Количество одновременно загружаемых проволок должно быть таким, чтобы время, затраченное на иодачу проволок из бухты в накопительную камеру было меньще времени, затраченного на выдачу того же количества проволок из бункера. Предмет изобретения Бункер для подачи поперечных прутков на автоматическую линию для сварки сеток, содержащий корпус, выполненный в виде скрепленных между собой параллельных стенок со щелевым зазором, снабл енный механизмом отрезки и приводными захватами для подачи прутков под электроды сварочной машины, отличающийся тем, что, с целью повышения производительности автоматической линии при изготовлении cejoK из тонкой проволоки, с одной стороны корпуса установлены входящие в щелевой зазор толкатели, управляемые размещенными на корпусе нневмоцилиндрами, щтоки которых кинематически связаны с двумя фиксирующими иланками, с противоположной стороны корпуса смонтированы захваты для подачи прутков под электроды сварочной мащины, а в средней части корпуса выполнены пазы, взаимодействующие с прижимными кулачками, установленными с возможностью возвратно-поступательного перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Устройство для изготовления колец из проволоки | 1982 |
|
SU1125085A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2007 |
|
RU2376115C2 |
| Устройство для сварки сеток | 1986 |
|
SU1391832A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХКАРКАСОВ | 1972 |
|
SU435888A1 |
| Автоматическая линия для производства арматурных сеток | 1987 |
|
SU1496885A1 |
| Автоматическая линия для сварки плоских сеток | 1991 |
|
SU1799309A3 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| КОНТАКТНОЙ СВАРКИ СЕТОК | 1971 |
|
SU322243A1 |
17
1риг. 2
