Изобретеиие предназначено для использования в производстве арматурных сеток для железобетонных изделий, а именно для подачи параллельного ряда продольных стержней, предварительно выправленных и нарезанных на требуемую длину, в многоэлектродные сварочные машины для сварки арматурных сеток. При этом длина стержней в пределах одной арматурной сетки может быть различной.
Устройство может быть применено и в других производствах, где требуется подача мерных стержней различной длины параллельным рядом.
Известно устройство, в котором для нодачи стержней непосредственно к электродам сварочной машины имеется секционный рольганг, одна из секции которого оснаш,ена приводными подающими роликами 1.
Педостатком этого устройства является невозможность подачи стержней различной длины в пределах одной сетки, в частности при необходимости изготовления сеток, имеющих некоторые стержни, укороченные с обеих сторон по отношению к более длинным стержням. Кроме того, при подаче роликами трения наблюдается проскальзывание стержней, особенно при некотором возможном отклонении в их диаметрах.
При подаче роликами трения необходимо выравнивание торцов подаваемых стержней в зоне электродов, т. е. их подача до какого-то откидного упора.
Наиболее близким по технической сущности и достигаемому реззльтату является устройство для подачи продольных стержней, параллельных друг другу, преимущественно при сварке сеток с укороченными
10 продольными стержнями, содержащее установленную на станине с возможностью перемещения приводную каретку 2.
Недостатком устройства является сложность его конструкции, требующая нали15чия пневмоцилиндров для отвода зажимов. Кроме того, при проходе продольных стержней через направляющие каретки последhlie подвергаются износу. Необходимость ввода продольных стержней в отверстия ка20ретки затрздияет механизацию этого ввода.
Целью изобретения является создание простого устройства для обеспечения подачи укороченных стержней наряду с длинными к электродам сварочной машины, в
25 том числе для сеток, имеющих стержни, укороченные с двух сторон сетки.
Поставленная цель достигается тем, что
устройство оснащено установленной на
станине криволинейной направляющей, а
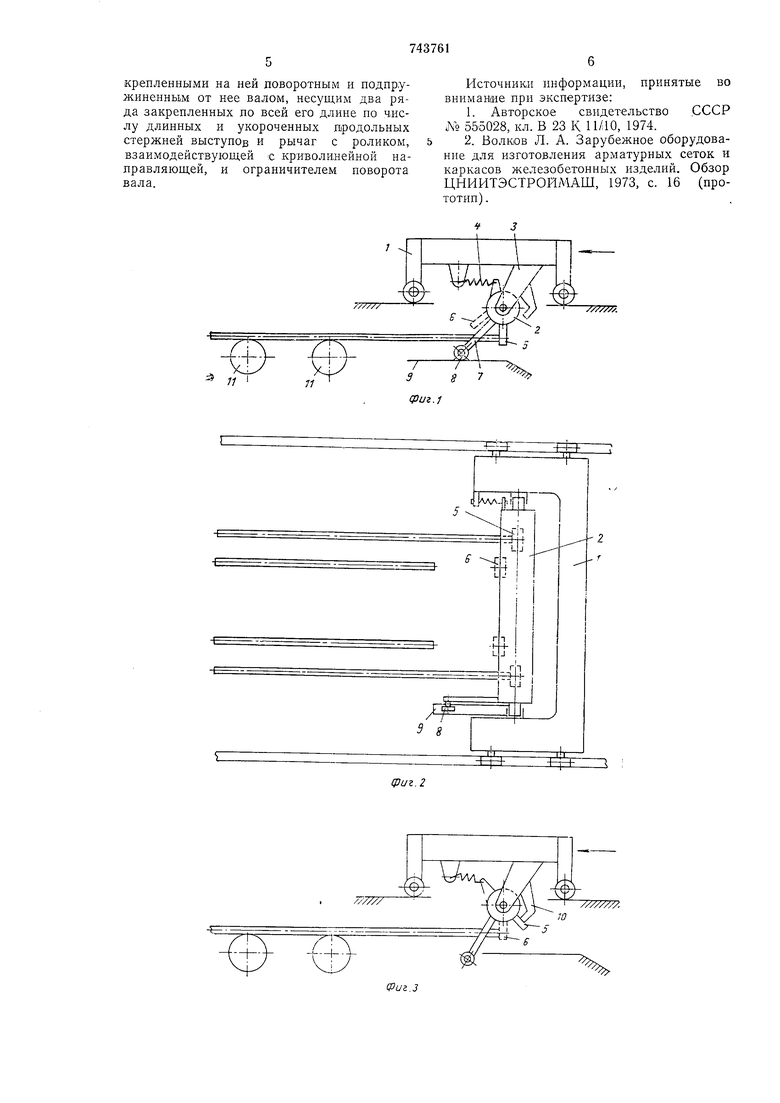
30 каретка снабжена закрепленными на ней поворотным и подпружиненным от нее вагюм, несущим два ряда закрепленных по ;5оей его длине по числу длинных и укоро енпых .продольных стержней выступов и ;)ычаг с роли-ком, Бза:ИмодейстБую1Ций с крнволпнейной направл5пощей, и ограничителем поворота вала. На фиг, 1 схематично (Изображено устройство при подаче длинных стержней, вид сбоку; на фиг. 2 - то же, вид сверху; на (})иг. 3 - устройство при подаче укороченных стержней, вид сбоку; на фагг. 4 - исходное положение продольных стержней леред электродами сварочной машины; на фиг. 5 - подача к электродам сварочной машины длинных продольных стержней; на фиг. 6 - подача к электродам сварочной маи1ины укороченных продольных стержней; .на фиг. 7 - арматурная сетка с частью продольных стержней, укорочен:-;ыл с двух сторон сетки; на фиг. 8 - арматурная сет(ка с частью .продольных сте ржней, укороченных с о.дной стороны; на фнг. 9 - aipM-атурная сетка с продольными стержнями о.динанковой дли.иы. Уст|ройство состоит 1ИЗ установленных на ста.ннне приво.диой каретки /, .вала 2, имеюш.его возможность поворота в опорных кронштейнах 3, пружины 4 меж.ту кареткой и валом, двух рядов выступов 5 и 6, расположенных под некоторым углом л.руг к другу, рычага 7, закр1епленного на балке и Г1есу1цего и а конце ролик 8, взаимодейству1он,ий с криволинейной направляющей .9, и ограничителя 10 поворота вала. Продольные стержни перемещаются по рольгангу //. Устройство работает следующим образом. При изготовлении арматурной сети с несколькими продольнымн стержнямн, укороченными с лдвух сторон (см. фнг. 7), длинные и укороченные стержни раскладываются на рольганге // перед сварочной машиной так, что их передние торцы нахо.тятся приблизительно в одной плоскости (см. фиг. 4). Затем каретка 1 .перемещается виаред, ролик 8 наезжает на криволинейную направляющую 9 и вал 2 поворачивается в положение, при .котором выступы 5 располагаются напротив задних торцов длиппых продольных стержней (ем. фиг. 5), а выступы 6 располагаются выше продольных стержней. При дальнейшем движении каретки передние концы длинных стержней доходят до зоны электродов и каретка останавливается от какой-либо команды, например от конечного выключателя. Продольные сте.ржни свариваются с поперечными стержнями и продвигаются вперед соответствующим механизмом сварочной машины до .момента начала сварки с поперечными стержнями коротких продольных стержней, перед чем сварочная мащцна останавливается. После этого каретка / продвигается впеед, ролик 8 сходит с криволинейной наравляющей 9 и вал 2 под действием ируины 4 поворачивается в положение, при отором выступы 6 становятся напротш орцов коротких стержней (см. фиг. 6 и иг. 3). Поворот балки ограничивается пором одного из выступов 5 в ограничиель 10. Каретка продвигается вперед до оложения, когда передние 1концы коротгвх стержней размещаются Б зоне электроов сварочной машины. Каретка останавивается, а затем возвращается назад в исходное положение (см. фиг. 4). При этом ролик I проходит иод криволинейной направляющей 9. Далее в сварочную машину подается поперечный пруток, который сваривается с продольными длинными стержиями и корот КИЛ и. При сварке арматурных стенок, имеющих укороченные стержни только с о.ИСЙ стороны (см. фнг. 8), вначале под электроды подаются длинные стержни, затем производится их сварка с поперечными стержиями и продвижение сварочной машиной и затем продвижение укорОчен 1ых стержней. При сварке сфматурных сеток, имеющих одинаковую нролольных стерж; ей, вое стержни нодаЕОтся под электроды одновременно, поворот балки не иеиользуется. Устройство позволяет изготавливать арматуриые сетки с частью укороченных продольиых стержией, в том числе сетки с нродольными стержнями, укороченными с двух сторон. Устройство позволяет допускать сравиительио иеточную но длине предварительную раскладку прол,ольных стержней перед электродами сварочной машины, так как стержни выравниваются прн их толкании иыступами поворотной балки, что упрощает 1аботу соответствующих механизмов но раскладке стержней. Устройство нросто но конструкции, оно не имеет приводов для зажима стержней, частей, подверженных истиранию от переме1н,аемых стержней, и особенно выгодно для изготовления тяжелых арматурных сеток ,с Нподольными стержцями большого диаметра. Ф о .р м у л а и 3 о б р е т е и и я Устройство для подачи продольных стержней, параллельных друг , тгреимхщественно ири сварке сеток с укороченными продольными стерж.нямн, содержащее установленную на станине с возможностью перемещения приводную каретку, отличающееся тем, что, с целью упрощения конструкции, устройство оснащено устано.Бленной на станине криволинейной направляющей, а каретка снабжена закрепленными на ней поворотным и нодпружиненньш от нее валом, несущим два ряда закрепленных ло всей его длине но числу длинных и укороченных продольных стержней выступов и рычаг с роликом, взаимодействующей с криволинейной направляющей, и ограничителем поворота вала.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР До 555028, кл. В 23 К И/Ю, 1974.
2.Волков Л. А. Зарубежное оборудование для изготовления арматурных сеток и каркасов железобетонных изделий. Обзор ЦНИИТЭСТРОИМАШ, 1973, с. 16 (прототип) .

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи продольных стержней | 1975 |
|
SU515558A1 |
| Устройство для подачи поперечных стержней | 1980 |
|
SU1165519A1 |
| Устройство для подачи продольных стержней к машине для сварки сеток | 1982 |
|
SU1065066A1 |
| Устройство для сварки арматурных сеток | 1978 |
|
SU721199A2 |
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ШИРОКИХ СЕТОК | 1969 |
|
SU247433A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU565759A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1055609A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU555954A1 |
| Устройство для сварки арматурных сеток | 1975 |
|
SU543450A1 |

spEznz:
а D
D- D D }-u.
I ЕЬ
yuz. 7
