Изобретение отиосится к устройствам для изготовления из стеклолеит, пропитанных термореактивион смолой, прочных оболочек для сосудов, работающих нрп высоких избыточных давлениях и высоких темиература.х.
Предлагаемое устройство для иродольиой укладки стсклолент на оправку обеспечивает равиомернос распределение етеклолент по периметру оправки J равномерное иатяженне их. Эго обеспечивается тем, что устройство выполнено 3 впде установлеппых иа торцах оправки дисков, каждый из которых несет свободно вращаемые роликн, расноложеииые по окружности его с шагом, равным двойной ширине стеклоле1ггы.
При этом диски могут быть выполиен1л с возможностью од повременного перемещен п я вдоль оси оправки, наиример, посредством иневмоцилиидров.
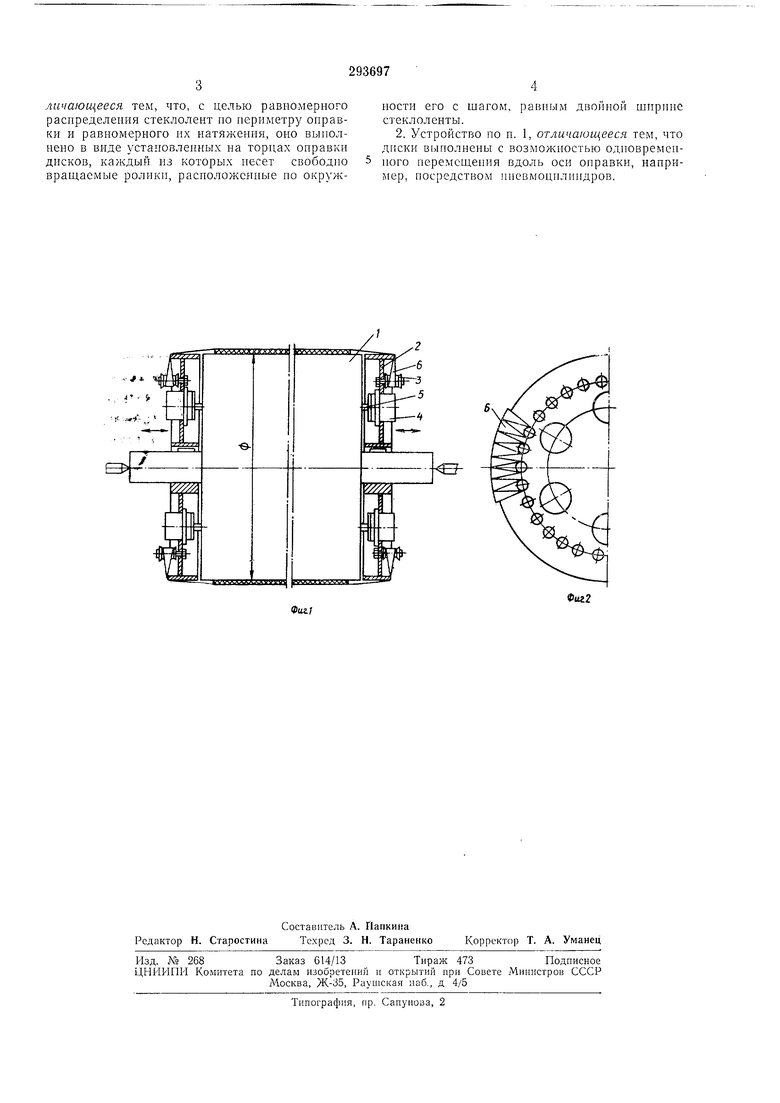
На фиг. 1 изображено иредлагаемое устройство в разрезе; иа фиг. 2 - расиоложение лепт иа роликах.
Устройство содержит оиравку / задаииого диаметра, на торцах которого уетановлеиы два диска 2. Па каждом диске ио окружности с шагом, равиым двоГиюй шпрпне стеклолеиты, рагноложены ролнкн 3, свободно ,ае.мые иа своих осях. Па ка/кдом диске 2 с равномерным шагом смоитированы нпевмоцнлиидры 4, штоки 5 которых своими концами щаринрно
закреплены . на торцах оправки. Ппевмоп,илнндры работают от централпзованной сетн сжатого воздуха с давлением 5-8 атм.
Оправку / устапавлпвают в центрах токариого стайка, конец стеклолеиты 6 вставляют в зажим и далее лепту последовательно иаклап.ыпают на ро.лпки 3. Для укладки ленты по поверхпостп оправки иоследнюю поворачпвают вокруг осп. При помощи роликов 3 лепта paiiномерно распределяется п удерживается на оправке / п днсках 2. Посредством иневмоцилнндров штокн 5 отводят диски от торца оправки и натягиваю г все осевые лепты до иужпой величииы. Во время иатяжения ролики врап1,аются п даюг возможпость перемен1.аться лепте, создавая равномерное натяженпе лепт по перпмегру оправки.
Когда все лепты равномерно иатяиуты, поверх осевых леит ироводят намотку радиальных лент. Диски 2 возвраиитются в исходиое иоложение.
Далее докладывают следуюндий осевой слой, натягивают и заматывают радиальными слоями до 11о:1учення нужной толщины оболочки.
25 личающееся тем, что, с целью равномерного распределения стеклолент но нериметру онравки и равномерного их натяження, оно выполнено в виде установленных на торпах оправки дисков, каждый из которых несет свободно враш,аемые ролики, расположенные но окружностн его с шагом, равным дво1пюи ширнне стеклоленты. 2. Устройство по н. 1, отличающееся тем, что диски выполнены с возможностью одновременного перемещения вдоль оси оправки, например, посредством ппевмоцилипдров.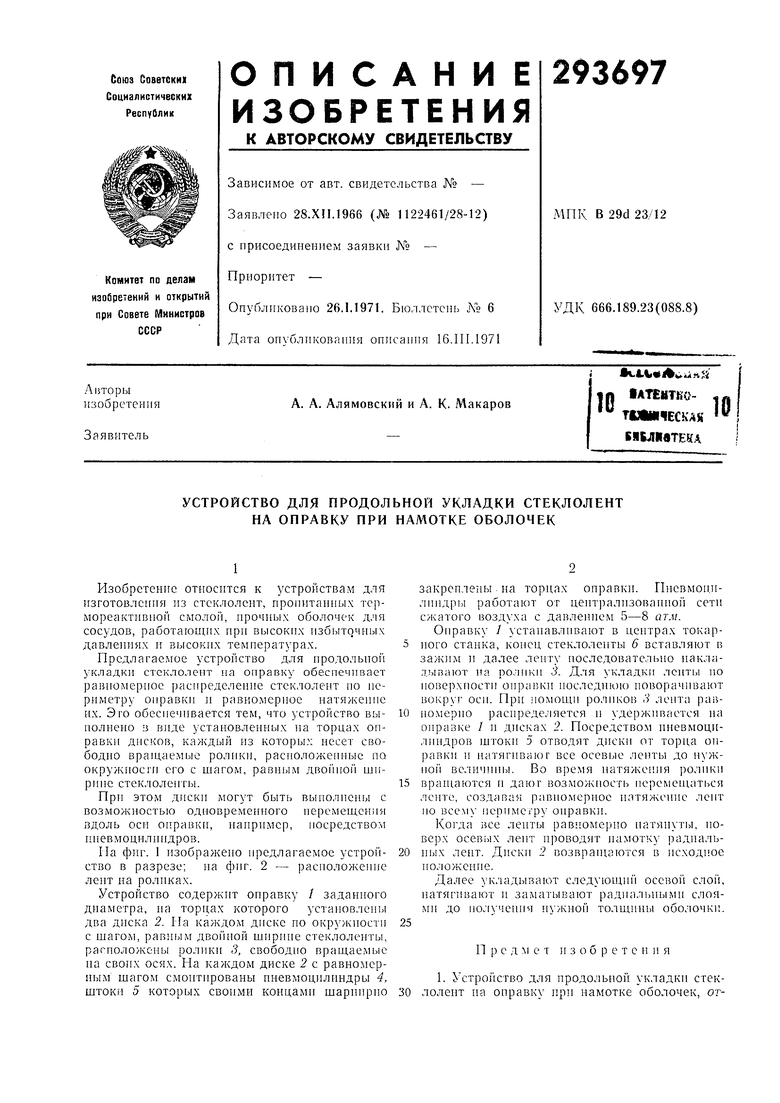
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК | 1969 |
|
SU255540A1 |
| УСТРОЙСТВО для ОРБИТАЛЬНОЙ НАМОТКИ ИЗДЕЛИЯ | 1973 |
|
SU367034A1 |
| Установка для беспрерывного формирования развертывающихся шевронных структур из ленты гибкого материала неограниченной длины | 1959 |
|
SU128390A1 |
| Устройство для намотки ленточного эластичного материала на оправку | 1984 |
|
SU1142402A1 |
| УСТРОЙСТВО для УПАКОВКИ СТЕРЖНЕОБРАЗНЫХ | 1973 |
|
SU397429A1 |
| Формирующая головка для получения стеклопластиков | 1963 |
|
SU493366A1 |
| УСТРОЙСТВО для РАЗРЕЗАНИЯ СТЕКЛОЛЕНТЫ | 1972 |
|
SU357170A1 |
| СТАБИЛИЗАТОР ПОПЕРЕЧНЫХ КОЛЕБАНИЙ МАГНИТНОЙ ЛЕНТЫ | 1971 |
|
SU421037A1 |
| Держатель рулона | 1985 |
|
SU1301754A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1988 |
|
SU1587814A1 |
- 3Фог;
Фиг2
