Изобретение относится к производству гнутых профилей проката и может быть использовано при изготовлении профилей прямоугольного, квадратного и С-образного сечения.
Известен способ изготовления гнутых лрофилей коробчатого сечения путем многопереходной гибки листовой заготовки в валках с использованием свободной гибки. В первых клетях профиль формуют с фиксацией внутренней зоны места изгиба валком, когда доступ валка к месту изгиба не ограничен, в последних же клетях профиль фо.рмуют свободной гибкой, без фиксации внутренней зоны иЗГиба .валком. В этих клетях нижнюю горизонтальную стенку для предотвращения потери его устойчивости изгибают наружу. При этом величину прогиба (стрелу) выбирают таким образом, чтобы образовавшийся в результате пластической деформации изгиб нижней горизонтальной стенки сохранился в профиле.
Недостатки этого способа состоят в следующем. При попытке отформовать места изгиба с малыми внутренними радиусами (меньщими толщины исходной заготовки) боковые стенки профиля в результате воздействия сжимающих усилий, направленных вдоль стенок црофиля, теряют устойчивость и выпучиваются во внутрь профиля; выпуклость нижней горизонтальной стенки, образуемая в последних клетях, сохраняется в готовом профиле и для ее устранения требуется наличие специального автономного технологического
оборудования.
Цель изобретения - устранение выпуклости прямолинейных элементов готовых замкнутых и С-образных профилей, а также предотвращение потери устойчивости боковыми стенками при формовке мест изгиба замкнутых и С-образ«ых профилей с внутренними радиусами, меньшими толщины исходной заготовки. Для этого боковые стенки профиля при свободной гибке прогибают наружу, причем величину прогиба выбирают такой, чтобы деформация стенок от прогиба не превышала предел упругости материала.
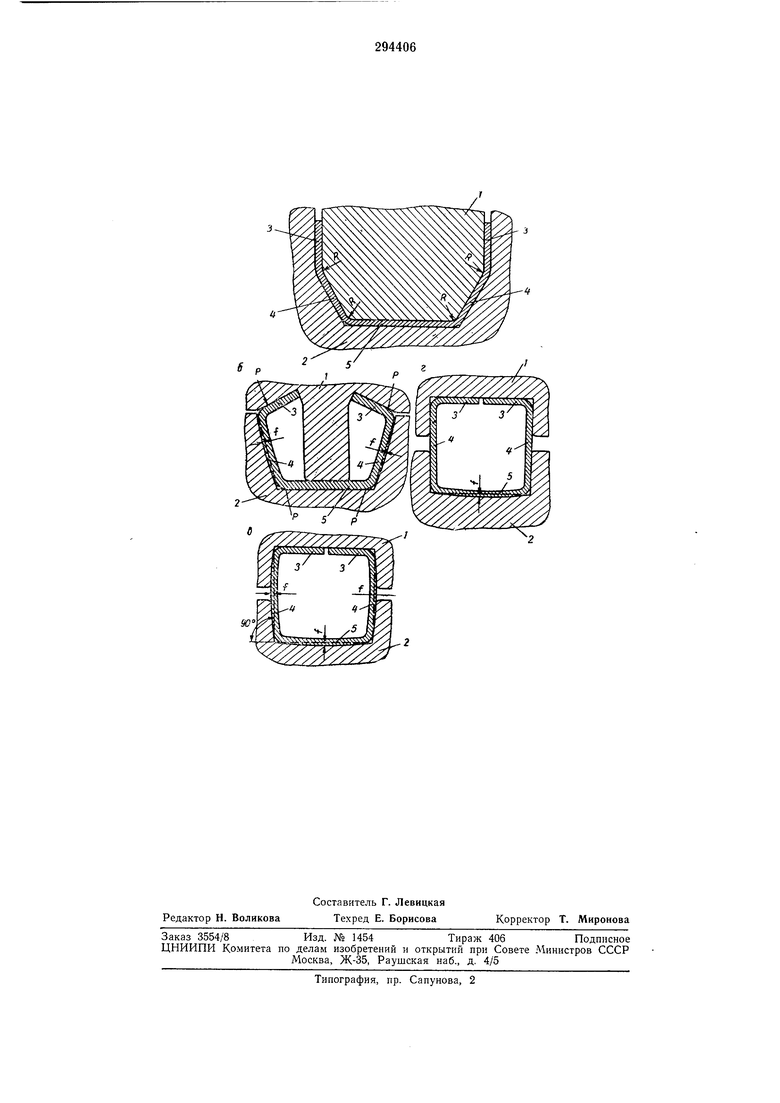
На чертеже (а) показана схема формовки профиля в первых клетях с фиксацией внутренней зоны изгиба верхним валком, (б) - схема формовки профиля свободной гибки при наличии контакта верхнего валка с горизонтальной полкой; (в, г) - схема формовки профиля в последних клетях путем свободной
гибки при наличии контакта верхнего и нижнего валков с наружной поверхностью боковых стено.к и верхней и нижней горизонтальными полками. Способ -изготовления гнутых профилей комощи верхиего 1 и нижнего 2 валков; горизонтальных (смыкающихся) стенок 3 боковых стенок 4 профиля; нижней горизонтальной стенки 5; Р - снижающие усилия, направленные вдоль боковых стенок дрофиля; f- величина .прогиба стенок профиля и / - внутренние радиусы изгиба.
Способ осуществляется следующим образом.
Формовку замкнутых и С-образных профилей в первых клетях выполняют известным способом, т. е. с фиксацией внутренней зоны мест изгиба валком /. В последующих клетях, когда формовка осуществляется свободной гибкой при наличии контакта валка / со стенкой 5, стенкам 4 -придают криволинейный прогиб наружу со стрелкой /. При криволинейном прогибе наружу боковой стенки можно значительно увеличить максимально допустимую величину усилия Р сжатия боковой стенки без потери ею устойчивости, что позволяет уменьщить величину внутренних радиусов мест изгиба при свободной гибке. Одновременно с приданием прогиба, когда фо.рмовка осуществляется свободной гибкой при наличии контакта валков У и 2 только с наружной поверхностью стенок 3-5 и углы подгибки боковых стенок близки к 90°, можно выполнить криволинейный наружный прогиб горизонтальной стенки 5 на величину f. Прогиб стенки 5 можно выполнить и после окончательной отфор.мовки -боковых стенок, когда валки 1 н 2 имеют контакт со стенками 3-5 только -по нарул ной стороне стенок.
Максимальную величину (стрелу) прогиба выбирают таким образом, чтобы деформация стенок от нропиба наружу находилась в зоне уаругих деформаций и исключалась возможность возникновения остаточной (пластической) деформации, .приводящей к искажению формы поперечного сечения профиля.
Способ был олробО|ван на опытно-иромышленном профиле - гибочном стане УКРНИИМЕТа. Результаты испытан.ий положительные.
Предмет изобретения
1.Способ изготовления гнутых профилей коробчатого сечения путем многапереходной гибки листовой заготовки в валках с использованием свободной гибки, отличающийся тем, что, с целью предотвращения нотери устойчивости и искажения формы стенок п.рофиля, боковые стенки его при свободной гибке прогибают наружу, при этом величину прогиба выбирают такой, чтобы деформация боковых стенок от прогиба не превышала предел упругости материала.
2.Способ по п. 1, отличающийся тем, что на последних переходах при свободной гибке одновременно с лрогибом боковых стенок осуществляют прогиб наружу нижней горизонтальной стенкн.
3.Способ но п. 2, отличающийся тем, что прогиб нижней горизонтальной стенки профиля осуществляют после окончательной гибки боковых стенок.
X, i NNyWJ 1,Ч /
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных замкнутых профилей | 1989 |
|
SU1764907A1 |
| Способ производства гнутыхпРОфилЕй | 1979 |
|
SU829256A1 |
| Способ изготовления гнутых профи-лЕй зАМКНуТОгО и пОлузАМКНуТОгОСЕчЕНия | 1979 |
|
SU837467A1 |
| Способ изготовления профилейзАМКНуТОгО и пОлузАМКНуТОгО СЕчЕНия | 1979 |
|
SU837466A1 |
| Способ изготовления гнутых коробчатых профилей | 1975 |
|
SU551077A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 2010 |
|
RU2443486C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ЗАМКНУТОГО И ПОЛУЗАМКНУТОГО СЕЧЕНИЙ | 1994 |
|
RU2071850C1 |
| Способ производства профилей с гофрами | 1978 |
|
SU778862A1 |
| Способ изготовления гнутых коробчатыхпРОфилЕй | 1976 |
|
SU603181A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |