Изобретение относится к области станкостроения.
Известны хонинговальные станки для обработки цилиндрических поверхностей вращающимся и возвратно-поступательно движущимся инструментом (хоном).
Недостатки этих станков заключаются в сложности конструкции, что определяет их высокую стоимость и дефицитность и исключает возможность широкого использования хонинговальных станков на предприятиях с малой серийностью продукции.
Цель изобретения - обработка поверхностей, длина которых превышает величину возвратно-поступательного движения инструмента. Для этого привод вращения инструмента кинематически связан с ведущим звеном механизма его возвратно-ноступательного перемещения, ведомое звено которого несет хонинговальную головку, относительно которой изделие совершает осевое поступательное движение.
Механизм возвратно-поступательного движения инструмента (хона) выполнен в виде реверсивного гидродвигателя, связанного с возвратно-поступательно движущейся в жестком корпусе гильзой, охватывающей с возможностью вращения (но не осевого двилсения) вал, один конец которого связан со шпинделем станка, а другой, например, посредством шарнира Гука-с хоном.
В качестве приставного приспособления, например к токарному станку, для хонингова5 ния цилиндрических изделий, укрепляемых на каретке суппорта для их осевого перемещения, применен механизм возвратно-поступательного инструмента.
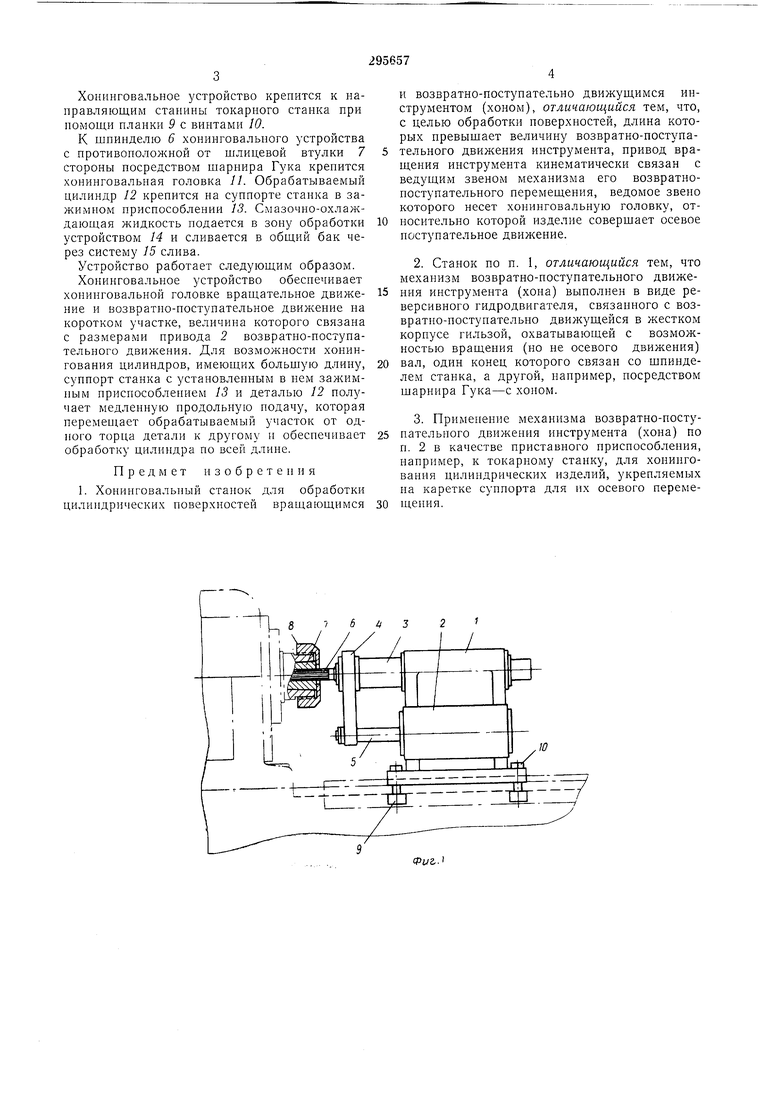
На фиг. I изображен предлагаемый станок;
0 на фиг. 2 - его установка на токарном станке.
Хонинговальное устройство Л обеспечивает инструменту (хону) возвратно-поступательное и вращательное движения, причем для
5 обеспечения враи ательного движения используется шпиндель токарного станка.
Хонинговальное устройство содержит корпус 1, привод 2 возвратно-поступательного движения, выполненный с регулируемой длиной хода, полую гильзу 3, помешенную в отверстие корпуса на линии центров токарного станка и имеющую возможность осевого перемещения, серьгу 4, жестко связывающую гильзу с тягой 5 привода возвратно-поступа5 тельного движения, шпиндель 6, помещенный внутри гильзы, кинематически связанный одним своим концом со шлицевой втулкой 7, закрепленной гайкой 8 в отверстии шпинделя токарного станка, и имеющий возмолчность
Хонинговальное устройство крепится к направляющим станины токарного станка при помощи плапки 9 с винтами 10.
К щнинделю 6 хонипговального устройства с противоположной от щлицевой втулки 7 стороиы посредством щариира Гука крепится хонинговальная головка //. Обрабатываемый цилиндр 12 крепится на суппорте станка в зажимном приспособлении 13. Смазочно-охлаждающая жидкость подается в зону обработки устройством 14 и сливается в общий бак через систему 15 слива.
Устройство работает следующим образом.
Хонинговальное устройство обеспечивает хонинговальной головке вращательное движение и возвратно-поступательное движение на коротком участке, величина которого связана с размерами привода 2 возвратно-поступательного движения. Для возможности хонингования цилиндров, имеющих больщую длину, суппорт станка с установленным в нем зажимным приспособлением 13 и деталью 12 получает медленную продольную подачу, которая перемеп1,ает обрабатываемый участок от одного торца детали к другому и обеспечивает обработку цилиндра по всей длине.
Предмет изобретения
1. Хонинговальпый станок для обработки цилиндрических поверхностей вращающимся
и возвратно-поступательно движущимся инструментом (хоном), отличающийся тем, что, с целью обработки поверхностей, длина которых превыщает величину возвратно-поступательного движения инструмента, привод вращения инструмента кинематически связан с ведущим звеном механизма его возвратнопоступательного перемещения, ведомое звено которого несет хонинговальную головку, относительно которой изделие соверщает осевое ноступательное движение.
2.Станок по п. 1, отличающийся тем, что механизм возвратно-поступательного движения инструмента (хона) выполнен в виде реверсивного гидродвигателя, связанного с возвратно-поступательно движущейся в жестком корпусе гильзой, охватывающей с возможностью вращения (но не осевого движения)
вал, один конец которого связан со щпинделем станка, а другой, нанример, посредством шарнира Гука-с хоном.
3.Применение механизма возвратпо-постунательного движепия инструмента (хона) по
п. 2 в качестве приставного приспособления, панример, к токарному станку, для хонингования цилиндрических изделий, укрепляемых на каретке суппорта для их осевого перемеП1,епия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальный станок для обработки цилиндрических поверхностей | 1978 |
|
SU867620A2 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| СПОСОБ ПНЕВМОХОНИНГОВАНИЯ | 2004 |
|
RU2252126C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252856C1 |
| СПОСОБ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2012 |
|
RU2497651C1 |
| Способ хонингования глухих отверстий | 1982 |
|
SU1189665A1 |
| Станок для хонингования плоских поверхностей | 1988 |
|
SU1683992A1 |
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| Вертикальный бесколонный станок для хонингования точных отверстий малого диаметра и небольшой длины | 1961 |
|
SU148338A1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252857C1 |

t T - Z -Zrr7ri ut ,
