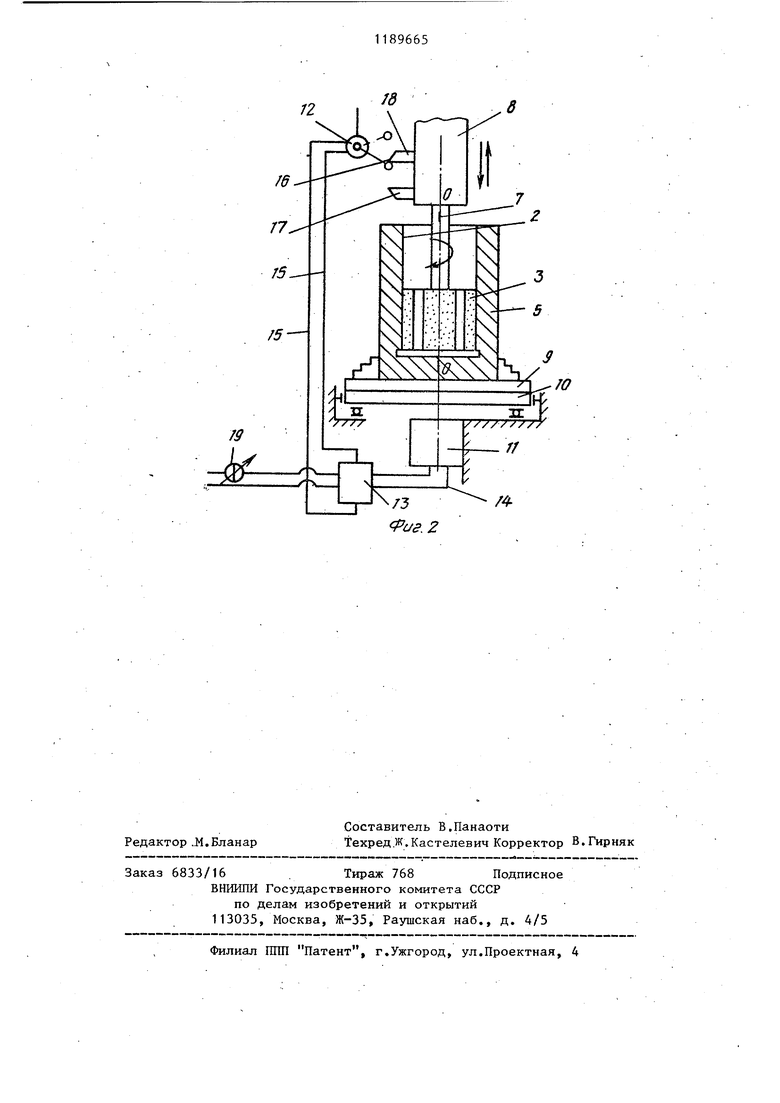
Изобретение относится к машиностроению и может быть использовано на доводочных операциях при обрабо ке пухих отверстий. Цель изобретения - повьшение точности обработки путем уменьшени периодических погрешностей формы (волнистости) поперечного сечения обрабатываемого отверстия в его придонной части. На фиг. 1 изображена схема траекторий зерен на развертке отверст на фиг о 2 - схема устройства для осуществления способа. На поверхности 1 обрабатываемого отверстия 2 после прохождения по ней бруска 3 остаются следы обработки траектории 4 - при хонин- говании без поворота детали 5 и траектории 6 - при хонинговании по предлагаемому способу-с поворот детали 5. Бруски 3 вместе с хоном укреплены на шпинделе 7 станка, ко торый ограничен в осевом направле.НИИ относительно гильзы 8, Обрабаты ваемая деталь 5 установлена в приспособлении 9 на столе 10 так, что она имеет возможность поворота вместе со столом 10 вокруг оси 00 обрабатываемого отверстия 2 только в сторону, противоположную направлению вращения хона. Стол 10 соединен с поворотным устройством 11 известной конструкции, например, гидравлического при ципа действия в сочетании с храповым механизмом. Поворотное устройс во 1 1 управляется краном 12 и золо ником 13, соединенным трубопроводом с поворотным устройством 11. Кран соединен с золотником 13 с помощью трубопровода 15. Рукоятка 16 крана .имеет возможность поворота от упоров 17 и 18, установленных на гильзе 8 станка. Скорость поворота стола 10 изменяется дросселем 19, уста новленным в цепи давления масла пер золотником 13. Способ хонингования осуществляют следующим образом. Выбрав конструкцию хона и зная число брусков 3 в ней, определяют угол Ч на который повернется деталь 5 в конце каждого двойного хода хона в момент приближения к дну обрабатьшаемого отверстия 2. 652 Настраивают поворотное устройство 11 на требуемый угол / , например,, расположением отсекателя собачки в храповом механизме на соответствующий угол. Настраивают упоры 17 и 18, располагая их на гильзе 8 в соответствии с длиной и расположением обрабатываемого отверстия 2 и длиной хода брусков 3 с хоном и гильзой 8. Деталь 5 устанавливают в приспособление 9 так, чтобы ось 00 отверстия 2 совпала с осью поворота стола 10. Включают вращение шпинделя 7 и возвратно-поступательное движение хона вместе с гильзой 8. После входа брусков 3 в обрабатываемое отверстие 2 включают радиальную подачу брусков 3 под определенным давлениемо Масло через дроссеЛь 19, золотник 13 поступает под давлением в рабочую полость поворотного устройства 11 лишь в том случае, когда упор 18 повернет рукоятку 16 крана 12 в положение, показанное на схеме. Это положение упора 18 соответствует моменту подхода брусков 3 к дну отверстия 2. Под давлением масла в поворотном устройстве 11 гидродвигатель через храповой механизм поворачивает стол 10 и деталь 5 на угол у . Брусок 3 при повороте на угол V переходит в положение 3 (фиг о 1), а отдельные зерна его описывают траекторию 6. Аналогичные траектории описывают зерна остальных брусков хона при повороте на угол Y . Аналогичные действия прсжзводят при каждом подходе брусков 3 к дну отверстия 2. При этом обеспечиваются более равномерные условия работы зерен брусков в зоне треугольников а , б и 6. Высота периодических погрешностей формы (волнистости) поперечного сечения отверстия 2 су|щественно уменьшается. Кроме этого уменьшается и конусность в придонной части отверстия 2. Таким образом, применение предлагаемого конингования глухих отверстий позволяет уменьшить периодическую погрешность формы (волнистость) поперечного сечения отверстия примерно в три раза, что приводит к повышению точности обработки без снижения производительности.
12
в
fas.Z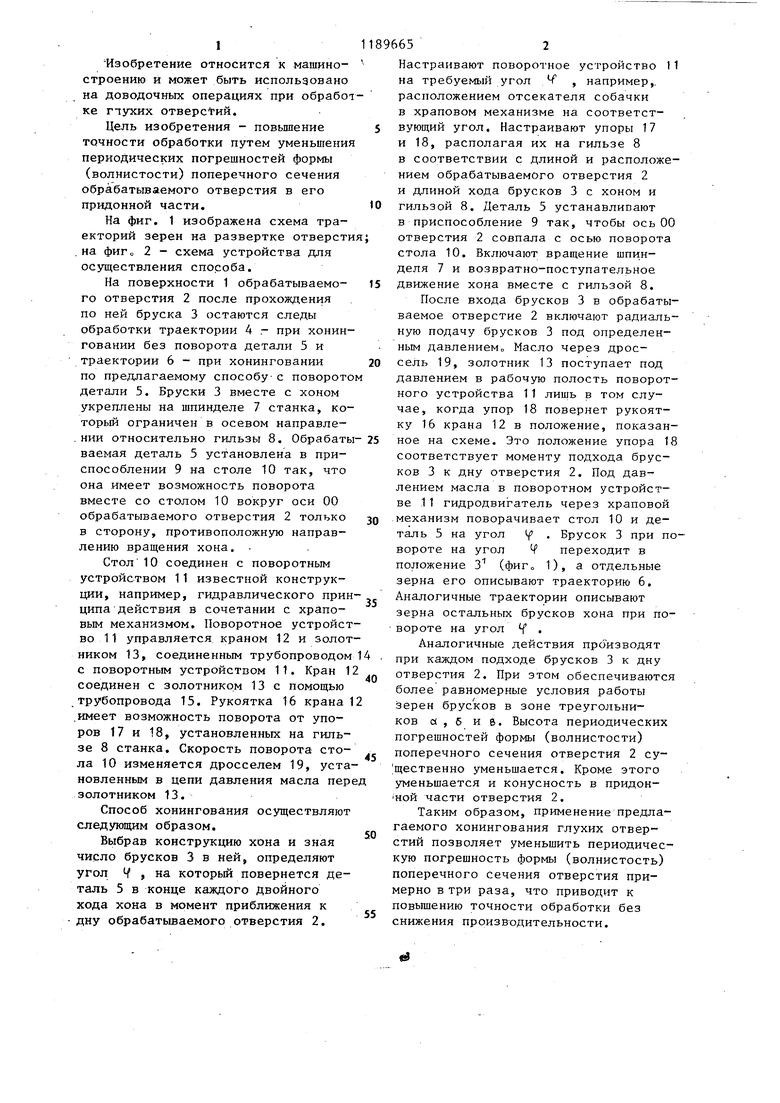
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка для обработки глухих отверстий | 1987 |
|
SU1549729A1 |
| СТАНОК ДЛЯ ОСЕВОГО ХОНИНГОВАНИЯ | 1971 |
|
SU313646A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ХОНИНГОВАНИЕМ | 1973 |
|
SU395240A1 |
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| СПОСОБ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2012 |
|
RU2497651C1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ | 1973 |
|
SU399354A1 |
| Способ хонингования | 1991 |
|
SU1781012A1 |
| Хонинговальная головка | 1987 |
|
SU1449328A1 |
| Шлицехонинговальный станок | 1981 |
|
SU1044455A1 |
| Способ электроабразивного хонингования | 1981 |
|
SU975295A1 |
СПОСОБ ХОНИНГОВАНИЯ ГЛУХИХ ОТВЕРСТИЙ, включающий вращение хона возвратно-поступательное перемещени его вдоль обрабатываемого отверстия и радиальную подачу, отличающийся тем, что, с целью повышения точности обработки, в конце каждого продольного перемещения при подходе к дну отверстия деталь поворачивают вокруг оси обрабатываемого отверстия в сторону, противоположную вращению хона на угол где - диаметр обрабатываемого отверстияi г, - число брусков хонинговальной головки.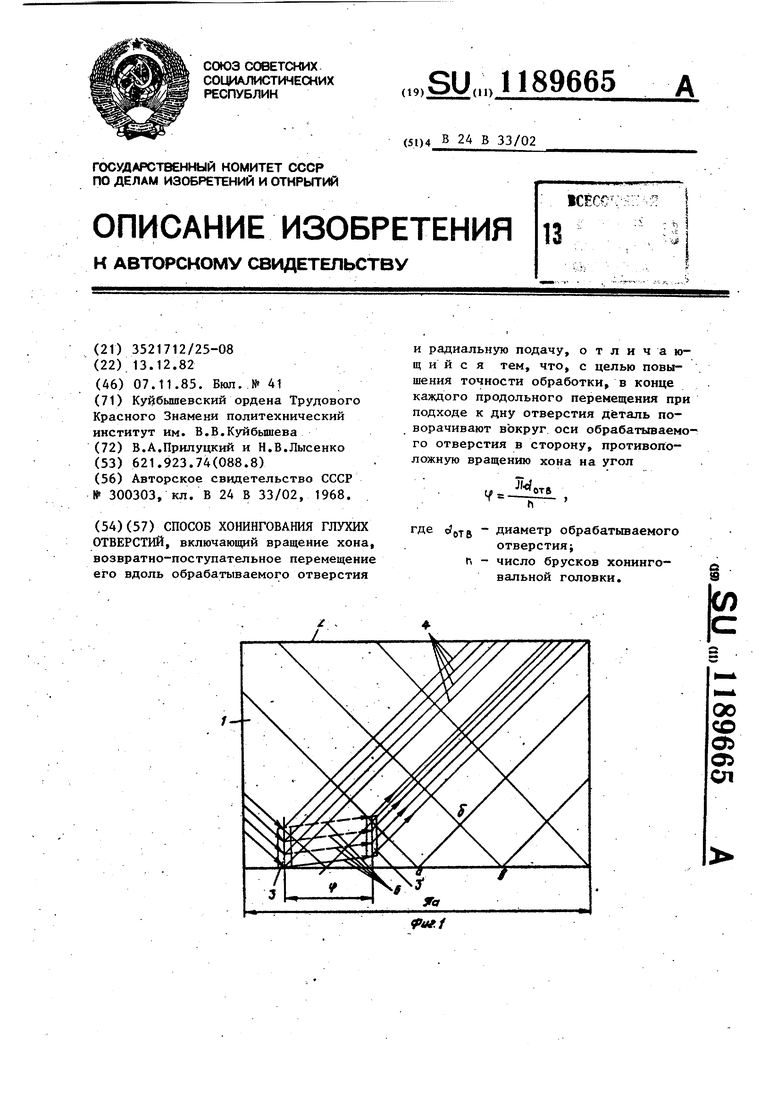
| ПОЛУАВТОМАТ ДЛЯ ДОВОДКИ ГЛУХИХ ОТВЕРСТИЙ | 0 |
|
SU300303A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
