Изобретение относится к деревообрабатывающей промышленности.
Известные устройства для производства деталей из древесных материалов методом гнутья и прессования имеют большие габариты и малоэффективны.
Цель изобретения - уменьшить габариты устройства, снизить расход сжатого воздуха и электроэнергии.
Для осуш,ествления поставленной цели используют известное устройство, в котором матрица смонтирована с возможностью перемеш.ения Б вертикальной плоскости и шарнирно связана с боковыми прижимами, снабженными пневморукавами, программа движения которых задается копирующими пазами, а нагревательный элемент выполнен в виде лент, огибающих пуансон.
На чертеже показан фронтальный вид на устройство и поперечный разрез по А-А.
Устройство состоит из станины 1, сваренной из угловой стали. К станине / жестко крепится пуансон 2, являющийся базовым узлом пр-и гнутье и прессовании ;Материалов. В нижней части станины / помещается матрица 3. Направление движения матрицы осуществляется с помощью направляющих втулок 4 и колонок 5. Шарнирно с матрицей 3 соединены боковые прижимы 6, снабженные пневморукавами 7, программа движения которых задается Копирующими пазами 8. Для фиксации боковых прижимов 6 в конечном положении служит замок 9.
Движение матрицы 3 с прижимами 6 вверх осуществляется с помощью пневмоцилиндра 10.
Для прогрева материала детали служит нагревательный элемент 11, состоящий из двух лент: наружной и внутренней.
Ленты нагревают электрическим током напряжением 12 в. Наружная лента натягивается пневморукавом 12, внутренняя лента - прул иной 13. Устройство питается сжатым воздухом от пневмосети. Распределение сжатого воздуха производится кранами.
Устройство работает следующим образом. В исходном положении устройства (крайнее нижнее положение матрицы 5) закладывают заготовку будущей детали между матрицей 3 и пуансоном 2. При повороте первого крана воздух поступает в пневморукав 7, натягивающий наружную ленту нагревательного элемента 11. При повороте второго крана воздух поступает в пневмоцилиндр 10. Шток пневмоцилиндра движется вниз и через двуплечий рычаг 14 заставляет матрицу 3 вместе с боковыми прижимами 6 двигаться вверх. Происходит гнутье заготовки и прессование ее снизу, а также замыкание боковых прижимов 6 замков 9. При повороте третьего крана воздух поступает в пневморукав 7 боковых прилшмов 6. Происходит прессование материала заготовки с боков. Для ускорения полимеризации клея нагревательные элементы 11 прогревают материал до 145-150°С.
После окончания гнутья и прессования поворотом ручек кранов пневмосистему устройства освобождают от воздуха и удаляют готовую деталь.
Предмет изобретения
Устройство для производства дегалей из древесных материалов методом гнутья и пресА и
Qсования, включающее пуансон, матрицу, боковые прижимы и нагревательный элеменг, отличающееся тем, что, с целью уменьшения габаритов, экономии сжатого воздуха и электроэнергии, матрица смонтирована с в.озможностью перемещения в вертикальной плоскости и шарнирно связана с боковыми прижимами, снабженными пневморукавами, программа движения которых задается копирующими пазами, а нагревательный элемент выполнен в виде лент, огибающих пуансон.
A-f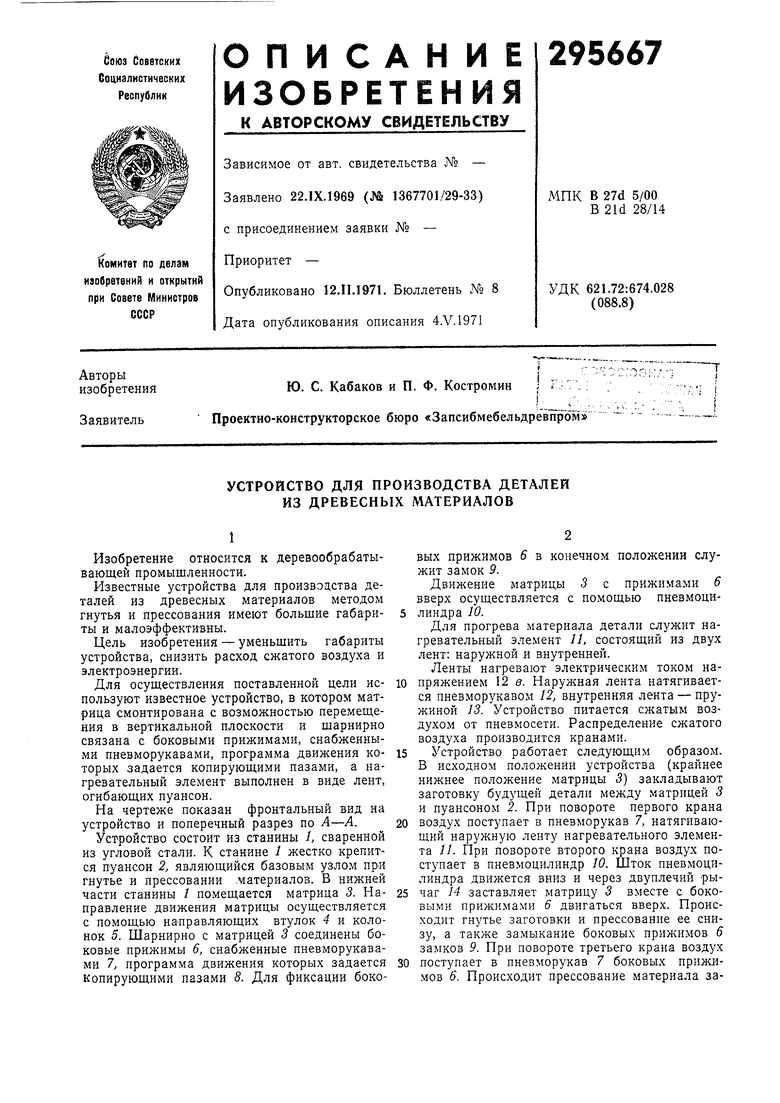
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гнутья древесины | 1989 |
|
SU1717354A1 |
| Устройство для гнутья деревянных заготовок | 1989 |
|
SU1706861A1 |
| Устройство для изготовления гнутых изделий из древесных материалов | 1990 |
|
SU1724467A1 |
| Устройство для изготовления гнутых изделий из древесных материалов | 1990 |
|
SU1715595A1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЗАГОТОВОК ИЗ ДРЕВЕСИНЫ | 2009 |
|
RU2400356C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЗАГОТОВОК ИЗ ДРЕВЕСИНЫ | 2008 |
|
RU2393083C1 |
| Устройство для гнутья древесных материалов | 1990 |
|
SU1766657A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ФОРМИРОВАНИЯ ЗАГОТОВОК ЦАРГ | 1971 |
|
SU295694A1 |
| Автомат для изготовления деталей из проволоки | 1985 |
|
SU1392733A1 |
| Способ уплотнения флюса и устройство для его осуществления | 1989 |
|
SU1722760A1 |
