Известны устройства для перемещения однотипных изделий, например, в процессе их изгоготовления, содержащие поворотный стол с приспособлениями для захвата изделий, снабженный мальтийским механизмом с передачей для периодического поворота стола на заданный угол.
Отличительная особенность предложенного устройства аналогичного назначения, предназначенного для автоматизации заключительных операций сборки свечей зажигания после запрессовки в них герметика, заключается в том, что оно снабжено тремя механизмами, служащими соответственно для снятия со свечи технологической гайки и втулки н срезания излишков герметика, запресованного в корпус свечи.
Отличительная особенность заключается также в форме выполнения предложенных механизмов и, в частности, в том, что, механизм для снятия гайки выполнен в виде цилиндрической втулки с торцевым ключом для захвата гайки при продольном перемеи,ении втулки под действием связанного с валом двигателя кулачка. Отличительная особенность механизма для крепления технологической втулки состоит в том, что она выполнена в виде двух .коаксиально расположенных цилиндров, из которых внутренний снабжен поршнем, укрепи.енным на валу, механически связанном с раздвижными губками для захвата втулки и имеющем с одного конца сквозной канал для подачи в цилиндр сжатого воздуха.
Отличительная особенность третьего механизма для удаления излишнего герметика свечи заключается в том, что он выполнен в виде вращающегося цилиндра с подпружиненным поршпем, снабженным на конце кольцевой фрезой.
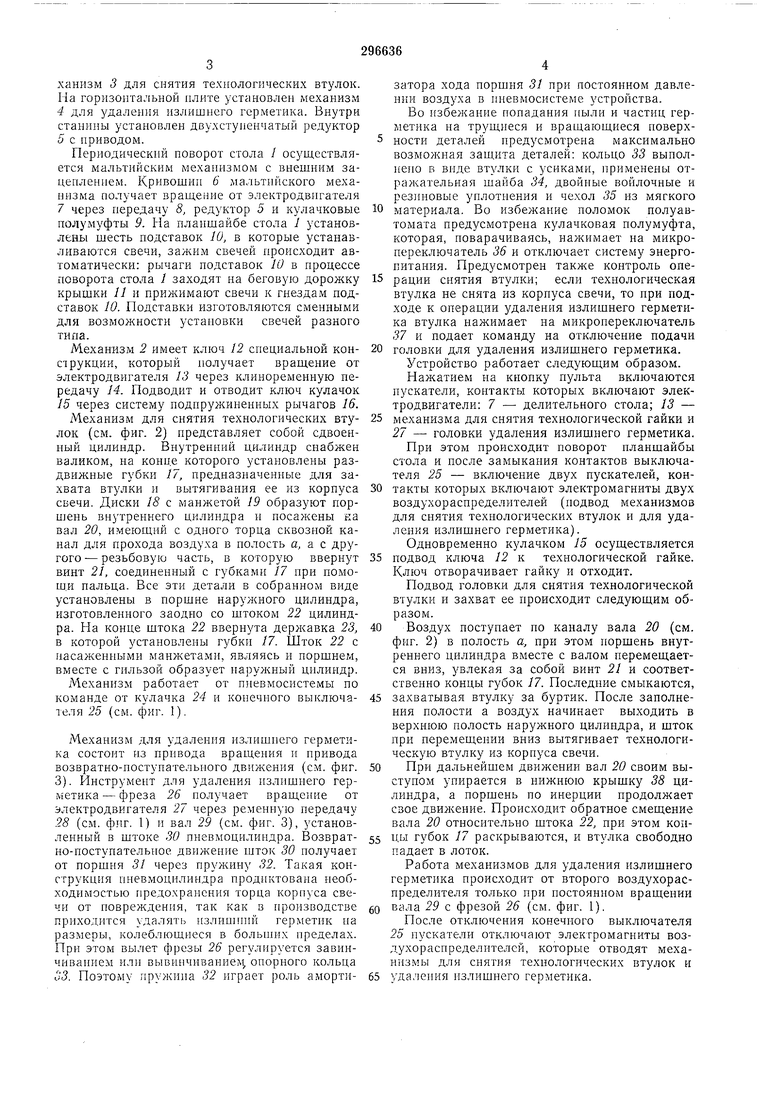
На фиг. 1 изображен общий вид предложенного устройства; на фиг. 2 - механизм для снятия со свечи втулки; на фиг. 3 - механизм для удаления излишнего герметика со свечи. В производстве свечей зажигания процесс
герметизации центрального изолятора и корпуса свечи выполняет специальный полуавтомат: таблетирует, вставляет в свечу и прессует герметик подтяжкой специальной гайки через технологическую втулку.
Дальнейший технологический процесс сборки предусматривает отвинчивание указанной гайки, вытягивание втулки и удаление излишнего герметика из корпуса свечи. В предложенном устройстве три технологические операции сборки свечей совмещены в один автоматический цикл.
На вертикальной плите станипы установлен делительный поворотный стол / с планшайбой (см. фиг. 1), механизм 2 для отвинчивания и
ханизм 3 для снятия технологических втулок. На горизонтальной плите установлен механизм
4для удаления излишнего герметика. Внутри станины установлен двухстуненчатый редуктор
5с приводом.
Периодический поворот стола / осуществляется мальтийским механизмом с внешним заценленнем. Кривошип 6 мальтийского механизма получает враш,ение от электродвигателя 7 через передачу 8, редуктор 5 и кулачковые полумуфты 9. На плаишайбе стола 1 установлены шесть подставок 10, в которые устанавливаются свечи, зажим свечей происходит автоматически: рычаги подставок 10 в процессе поворота стола / заходят на беговую дорожку крышки 11 и прижимают свечи к гнездам подставок 10. Подставки изготовляются сменными для возмол ности установки свечей разного типа.
Механизм 2 имеет ключ 12 специальной конструкции, который получает враш,ение от электродвигателя 13 через клиноременную передачу 14. Подводит и отводит ключ кулачок 15 через систему подпружиненных рычагов 16.
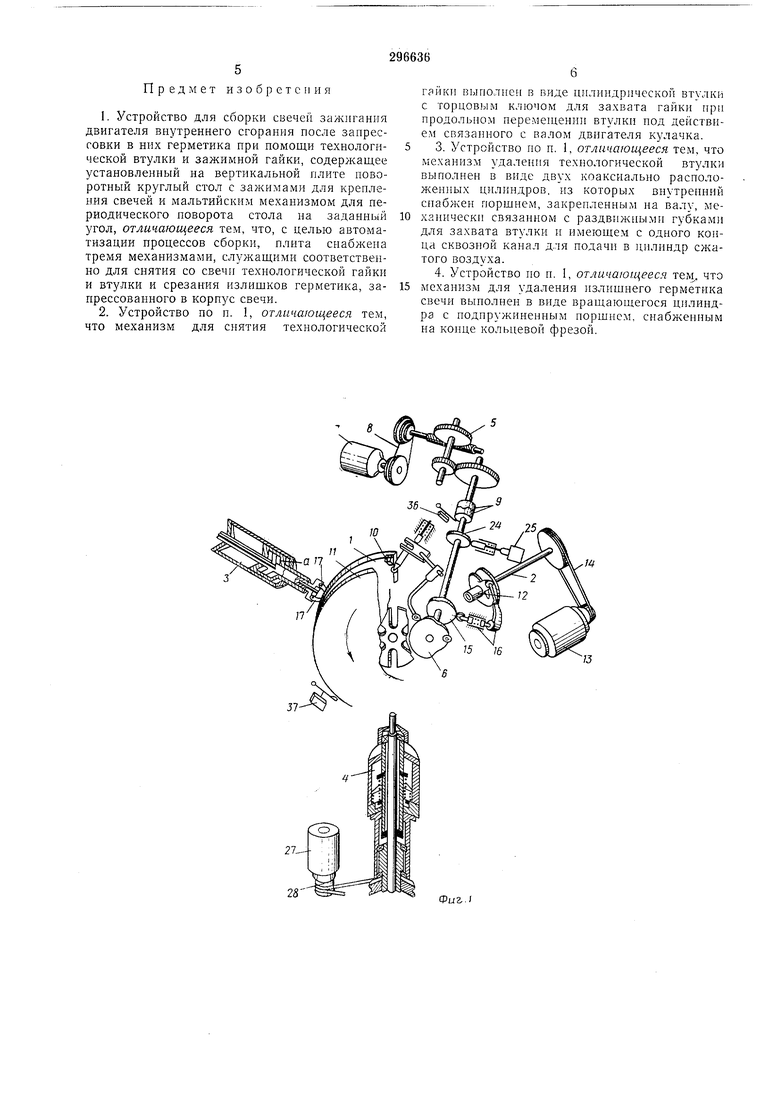
Механизм для снятия технологических втулок (см. фиг. 2) представляет собой сдвоенный цилиндр. Внутренний цилиндр снабжен валиком, на конце которого установлены раздвилсные губки 17, предназначенные для захвата втулки и вытягивания ее из корпуса свечи. Диски 18 с 19 образуют поршень внутреннего цилиндра и посажены ка вал 20, имеюший с одного торца сквозной канал для прохода воздуха в полость а, а с другого - резьбовую часть, в которую ввернут винт 21, соединенный с губками 17 при помош.и пальца. Все эти детали в собранном виде установлены в поршне наружного цилиндра, изготовленного заодно со штоком 22 цилиндра. На конце штока 22 ввернута 23, в которой установлены губки 17. Шток 22 с насаженными манжетами, являясь и поршнем, вместе с гильзой образует наружный цилиндр.
Механизм работает от пиевмосистемы по команде от кулачка 24 и конечного выключа1еля 25 (см. фиг. 1).
Механизм для удаления излишнего герметика состоит из привода врашения и привода возвратно-поступательного движения (см. фиг. 3). Инструмент для удаления пзлишиего герметика - фреза 26 получает от электродвигателя 27 через ременную передачу 28 (см. фиг. 1) и вал 29 (см. фиг. 3), установленный в штоке 30 пневмоцилиндра. Возвратно-поступательное движение шток 30 нолучает от поршня 31 через пружину 32. Такая конструкция пневмоцплиндра продиктована необходимостью предохранения торца корпуса свечи от повреждения, так как в производстве приходится удалять излип11П1Й герметпк па размеры, колеблюшиеся в больших пределах. При этом вылет фрезы 26 регулируется завинчивапием илп вывинчивaииe I, опорного кольца 33. Поэтому пружина 32 играет роль амортизатора хода поршня 31 при постоянном давлении воздуха в пиевмосистеме устройства.
Во избежание попадания иылп и частиц герметика на трупдиеся и врап;аюш,иеся поверхности деталей предусмотрена максимально возмолсная заш,ита деталей: кольцо 33 выполнено в виде втулки с усиками, применены отрал ательиая шайба 34, двойные войлочные и резиновые уплотпения и чехол 35 из мягкого
0 материала. Во избел ание поломок полуавтомата предусмотрена кулачковая иолумуфта, которая, поварачиваясь, нажимает на микропереключатель 36 и отключает систему энергопитания. Предусмотрен также контроль операции снятия втулки; если технологическая втулка не снята из корпуса свечи, то при подходе к операции удаления излишнего герметика втулка нажимает на микропереключатель 37 и подает команду на отключение иодачи головки для удаления излишнего герметика. Устройство работает следуюш.им образом. Нажатием на кнопку пульта включаются пускатели, контакты которых включают электродвигатели: 7 - делительного стола; 13 - механизма для снятия технологической гайки и 27 - головки удаления излишнего герметика. При этом происходит поворот планшайбы стола и после замыкания контактов выключателя 25 - включение двух пускателей, кон0 такты которых включают электромагниты двух воздухораспределителей (иодвод механизмов для снятия технологических втулок и для удаления излишнего герметика). Одновременно кулачком 15 осуществляется
5 подвод ключа 12 к технологической гайке. Ключ отворачивает гайку и отходит.
Подвод головки для снятия технологической втулки и захват ее ироисходит следующим образом.
0 Воздух поступает по каналу вала 20 (см. фиг. 2) в полость а, при этом поршень внутреннего цилиндра вместе с валом перемещается вниз, увлекая за собой винт 21 и соответственно концы губок /7. Последние смыкаются,
5 захватывая втулку за буртик. После заполнения полости а воздух начинает выходить в верхнюю полость нарул ного цилиндра, и шток при перемещепии вниз вытягивает технологическую втулку из корпуса свечи.
0 При дальнейшем движении вал 20 своим выступом упирается в нижнюю крышку 38 цилиндра, а поршень по инерции продолжает свое двил :ение. Происходит обратное смещение вала 20 относительно штока 22, при этом кои5 Цы губок 17 раскрываются, и втулка свободно падает в лоток.
Работа механизмов для удаления излишнего герметика происходит от второго воздухораспределителя только при постоянном вращении
вала 29 с фрезой 26 (см. фиг. 1).
После отключения конечного выключателя 25 пускатели отключают электромагниты воздухораспределителей, которые отводят механизмы для снятия технологических втулок и
Предмет изобретения
1.Устройство для сборки свечей зажигания двигателя внутреннего сгорания после заирессовки в них герметика при помопди технологической втулки и зажимной гайки, содержащее установленный на вертикальной плите поворотный круглый стол с зажимами для крепления свечей и мальтийским механизмом для иериодического поворота стола на заданный угол, отличающееся тем, что, с целью автоматизации процессов сборки, плита снабжена тремя механизмами, служащими соответственно для снятия со свечи технологической гайки и втулки и срезания излишков герметика, запрессованного в корпус свечи.
2.Устройство по и. 1, отличающееся тем, что механизм для снятия технологической
гяики выполнен в виде цилиндрической втулки с торцов1 1м ключом для захвата гайки при продольном перемеи1ении втулки иод действием связанного с валом двигателя кулачка.
3. Устройство по п. 1, отличающееся те.м, что механизм удаления технологической вту.тки выполнен в виде двух коаксиально расположенных цилиндров, из которых внутренний снабжен поршнем, закрепленным на валу, мехаиическп связанном с раздвижными губками для захвата втулки и имеющем с одного конца сквозной канал для подачи в цилиндр сжатого воздуха. 4. Устройство по и. I, отличающееся тел1 что
мехаиизм для удаления излишиего герметика свечи выиолнен в виде вращающегося цилиндра с подпружиненным норшнем, снаблченным на конце кольцевой фрезой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Учебный стенд-тренажер газораспределительного механизма двигателя внутреннего сгорания | 2017 |
|
RU2692315C1 |
| Полуавтоматическая установка для изготовления галош методом штамповки | 1952 |
|
SU118973A1 |
| Устройство для шаговой подачи стопы заготовок | 1984 |
|
SU1194544A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
| Станок для продораживания коллекторов электрических машин | 1987 |
|
SU1494079A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автомат для подготовки электрическихпРОВОдОВ K МОНТАжу | 1978 |
|
SU845207A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА КИП ИЗ СЕЛЬСКОХОЗЯЙСТВЕННОГО СЫРЬЯ | 1995 |
|
RU2108024C1 |
| СТЕНД ДЛЯ РАЗБОРКИ И СБОРКИ ГИДРОГАСИТЕЛЕЙ | 1993 |
|
RU2068329C1 |
| Автомат для подготовки проводов к монтажу | 1987 |
|
SU1457041A1 |
13
Фиг.1
f.
77
Фиг 2
26
Фиг..2
