1
Изобретение относится к области производства полупроводниковых приборов и может быть использовано в микроэлектронике при беспроволочной сборке.
Известен автомат для сварки, содержащий механизмы подачи свариваемых деталей, смонтированный на вертикальном валу многопозиционный поворотный стол со сварочными головками, механизм вырубки, измерительное устройство и привод.
Предлагаемый автомат для сварки отличается от известного тем, что вертикальный вал многопозиционного стола установлен на смонтированной с возможностью возвратнопоступательного пеермещения в направляющих каретке, взаимодействующей через кронштейн и двуплечий рычаг с механизмом вырубки, имеющим пуансон, расположенный соосно с инструментом сварочной головки, и связанным с приводом через предусмотренный распределительный вал, обеспечивающий синхронное перемещение пуансона и сварочного инструмента в момент вырубки модуля. Такая конструкция автомата позволяет повысить производительность и точность изготовления приборов.
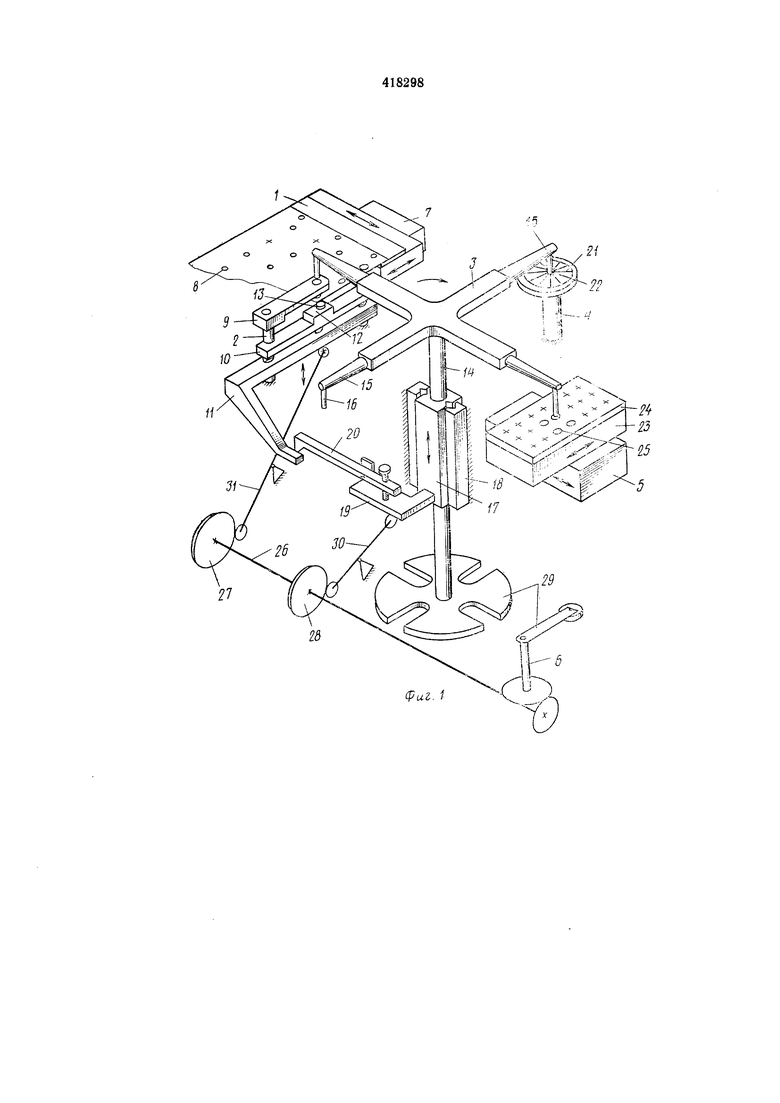
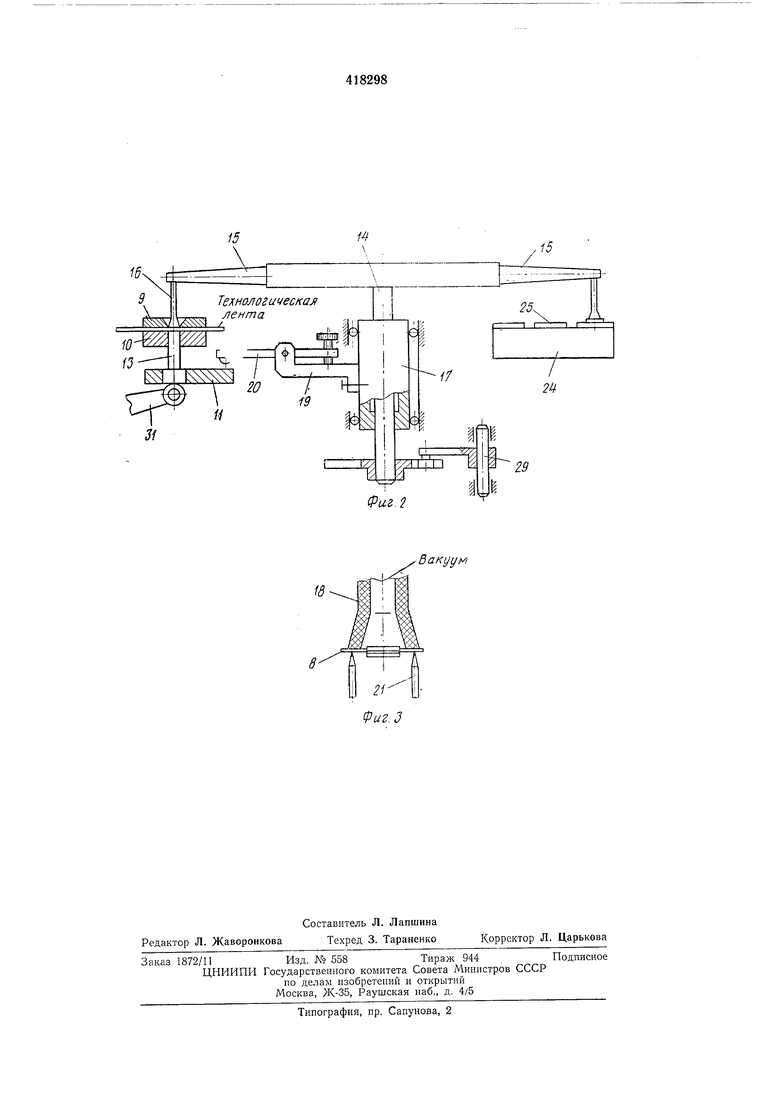
На фиг. 1 показана кинематическая схема описываемого автомата для сварки; на фиг. 2 - механизм ориентированного переноса и
приварки; на фиг. 3 - схема измерения параметров модуля на позиции контроля.
Автомат для сварки (фиг. 1) состоит из механизма 1 подачи ленты, механизма 2 вырубки, многопозиционного поворотного стола 3, измерительного устройства 4, механизма 5 подачи приборов и привода 6.
Механизм подачи ленты содержит координатный стол 7 с приводом и столик для закрепления и фиксации транспортной ленты с модулями 8. Механизм вырубки имеет неподвижную плиту 9, на которой закреплена матрица, и подвижные плиты 10 и 11. На плите 10 установлены ловители и управляющий датчик 12, а на плите 11 -пуансон 13.
Вертикальный вал 14 поворотного стола со сварочными головками 15 и инструментами 16 установлен на каретке 17, перемещающейся в направляющих 18. К каретке Л естко прикреплен кронштейн 19 с двуплечим рычагом 20.
Устройство 4 измеряет параметры модуля перед посадкой в корпус и состоит из зондов 21, закрепленных в корпусе 22.
Механизм подачи приборов содержит координатный столик 3, на котором установлена кассета 24 с приборами 25, и предназначен для перемещения кассеты с приборами по координатам х и у.
Привод 6 осуществляет перемещения распределительного вала 26 с кулачками 27 и 28 и мальтийского механизма 29.
Автоматическое присоедипение выводов модуля к ножкам корпуса происходит в такой последовательности. На координатный стол 7 {фиг. 1) мехапизма подачи ленты устанавливают столик с модулями 8. По команде датчика 12 происходит автоматический поиск модуля и перемещение его на нозицию вырубки. Затем включается механизм миогопозиционного поворотного стола 3, и сварочные головкн 15 вместе с кареткой 17 по вертикальным направляющим 18 опускаются до тех пор, пока сварочный инструмент 16, находящийся на позиции вырубки, не коснется транспортной ленты с модулем 8. Опускание и фиксация производятся приводом 6 от кулачка 28 через рычаг 30.
Одновременно с онусканнем от кулачка 27 через рычаг 31 приводится в движение нлита 11, на которой установлен нуансон 13, и происходит вырубка модуля из технологической ленты.
В момент вырубки подвижная плита 11 (фиг. 2) взаимодействует с рычагом 20 и приводит в движение каретку 17. При этом происходят совместные синхронные перемещения сварочного инструмента и пуансона, а модуль 8 оказывается зажатым нри вырубке с двух сторон и сохраняет свою нервоначальную ориентацию.
Затем включается вакуум, и дальнейшее перемещение вверх сварочиого инструмента 16 с закрепленным на нем модулем 8 осуществляется от рычага 30 (фиг. 1), связанного с кулачком 28, а поворот - от мальтийского механизма 29. При этом сварочные головкн 15 вместе с валом 14 поворачиваются на шаг относительно каретки 17.
Модуль 8 с позиции вырубки переносится на позицию измерения и опускается на зонды 21 (фиг. 3) измерительного устройства 4 (фиг. 1).
Если носле измерения поступает команда «Годен, то включается механизм нодачи нрнборов, и одновременно с последующим поворотом в зону сварки перемещается новый корпус прибора 25, а при опускании на него сварочного инструмента 16 происходит приварка выводов модуля к ножкам прибора 25. При команде «Не годен модуль при повороте сбрасывается, а механизм подачи приборов не включается.
Выше изложена последовательность работы одной сварочной головки. Фактически, на валу 14 находятся несколько сварочных головок, и все онерации (вырубкн, контроля и нрнварки) нроисходят одновременно, но на разных позициях.
Таки.м образом, совмещение операций позволяет значительно повысить производительность сварочного автомата и, исключив перехват при перемещении модуля, повысить точность посадки его в корпус.
П р е д м е т изобретения
Автомат для сварки преимущественно модулей с корпусом полунроводникового прибора, содержащий механизмы подачи свариваемых деталей, смонтированный на вертикальном салу многопозиционный поворотный стол со сварочными головками, механизм вырубки модулей, измерительное устройство и нрнвод, отличающийся тем, что, с нелью повышения производительности и точности нзготовления приборов, вертн1салы1ый вал многонозиционного стола установлен на смонтнрованной с возможностью возвратно-поступательного неремещения в направляющих каретке, взаимодействующей через кронштейн и двуплечий рычаг с механизмом вырубки, имеющим пуансон, расположенный соосно с инструментом сварочной головки, и связанным с приводом через предусмотренный распределительный вал, обеснечивающий синхронное перемещение нуансона и сварочного ииструмента в момент вырубки модуля.
5
f/
toi- 4
If 7 г:т И fy t- 1 .i

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая установка для присоединения проволочных выводов внахлестку | 1978 |
|
SU740448A1 |
| УСТАНОВКА ДЛЯ ПРИВАГ»КИ ПРОВОЛОЧНЫХ ВЫВОДОВ | 1971 |
|
SU297090A1 |
| Автомат для изготовления безламельных электродов щелочных аккумуляторов | 1960 |
|
SU134297A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Установка для присоединения проволочных выводов | 1975 |
|
SU534809A1 |
| Универсально-гибочный автомат | 1982 |
|
SU1079335A1 |
| Автомат для сварки тавровых соединений стержней | 1976 |
|
SU749596A1 |
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ | 1968 |
|
SU210078A1 |
| Автомат присоединения выводов | 1982 |
|
SU1089866A1 |
| Устройство для монтажа микросхем | 1976 |
|
SU649065A1 |
в аку у
